
Aluminiumstøbeguide
Hvad er Aluminium støbning Projekter - og hvorfor de dominerer moderne fremstilling
Aluminiumstøbningsprojekter spænder over alt fra små hobbybrug i baghaven til store industrielle produktionsserier til rumfarts- og bilindustrien. Det korte svar: aluminiumsstøbning er en af de mest alsidige, omkostningseffektive og skalerbare metalbearbejdningsmetoder, der er tilgængelige i dag, og rækken af levedygtige projekter - fra dekorative haveskulpturer til strukturelle motorblokke - er virkelig enorm. Hvis du vurderer, om en aluminiumsstøbemetode passer til din applikation, er svaret næsten altid ja, forudsat at du vælger den rigtige støbeproces til din geometri, tolerancekrav og produktionsvolumen.
Aluminiums densitet ligger på nogenlunde 2,7 g/cm³ , mindre end en tredjedel af stål, men alligevel når moderne aluminiumslegeringer trækstyrker over 500 MPa. Det styrke-til-vægt-forhold er det, der har skubbet aluminiumsstøbning ind i så mange krævende sektorer. Det globale aluminiumsstøbemarked blev vurderet til ca USD 67,5 milliarder i 2023 og forventes at overstige 95 milliarder USD i 2030 ifølge data offentliggjort af Grand View Research - en sammensat årlig vækstrate, der hovedsageligt drives af indførelse af elektriske køretøjer (EV) og letvægtsmandater på tværs af transportindustrien.
Denne artikel dækker hele landskabet: de vigtigste støbeprocesser, de bedste aluminiumslegeringer til specifikke projekttyper, designregler, der forhindrer defekter, projekteksempler fra den virkelige verden med produktionsdata, efterbehandlingsteknikker og et ærligt blik på omkostninger og leveringstidsforventninger. Uanset om du er en producent, der planlægger en første sandstøbt hældning eller en produktingeniør, der vurderer trykstøbeværktøj, er oplysningerne nedenfor organiseret, så de er umiddelbart nyttige.
De fem kerne-aluminiumstøbeprocesser – sammenlignet side om side
At vælge den rigtige proces er den mest konsekvensbeslutning i ethvert aluminiumstøbeprojekt. Hver metode tilbyder en forskellig balance mellem værktøjsomkostninger, overfladefinish, dimensionel tolerance, minimum vægtykkelse og økonomisk ordremængde. Tabellen nedenfor destillerer de praktiske afvejninger.
| Proces | Værktøjsomkostninger | Overfladefinish (Ra) | Tolerance (typisk) | Bedste volumenområde | Min. Vægtykkelse |
|---|---|---|---|---|---|
| Sandstøbning | Lav ($500-$5.000) | 12-25 µm | ±0,5–1,5 mm | 1–5.000 stk | 3-5 mm |
| Permanent Skimmelsvamp (Gravity Die) | Mellem ($5.000–$30.000) | 3-6 µm | ±0,25–0,5 mm | 1.000–50.000 stk | 2-3 mm |
| Højtryksstøbning (HPDC) | Høj ($20.000–$200.000) | 1-2 µm | ±0,05–0,15 mm | 10.000–1.000.000 stk | 0,8-1,5 mm |
| Investeringsstøbning (tabt voks) | Mellem-Høj ($3.000–$50.000) | 1,5-3 µm | ±0,1–0,25 mm | 100–20.000 stk | 1-2 mm |
| Tabt skumstøbning | Lav-medium ($1.000-$15.000) | 5-10 µm | ±0,3–0,8 mm | 500–30.000 stk | 2-4 mm |
Sandstøbning: Indgangspunktet for brugerdefinerede aluminiumsprojekter
Sandstøbning er fortsat den mest tilgængelige aluminiumsstøbemetode til special-, lavvolumen- eller prototypearbejde. Grønt sand (en blanding af silicasand, bentonitler og fugt) pakkes rundt om et træ- eller urethanmønster, mønsteret fjernes, og smeltet aluminium - typisk ved 660-720°C - hældes i hulrummet. Cyklustider er langsomme sammenlignet med trykstøbning, men der er i det væsentlige ingen øvre størrelsesgrænse. GM Casting-fabrikken i Defiance, Ohio, hælder sandstøbte aluminiumsmotorblokke, der hver vejer over 40 kg, ved hjælp af automatiserede matchplate-støbelinjer - hvilket viser, at sandstøbning skalerer ud over hobbybrug, når det er værktøjet korrekt.
Til baggårdstøberiprojekter er grønt sand billigt at blande og genbruge. En grundlæggende todelt kolbeopsætning kan give fremragende resultater med legeringer som A356 eller 319. Den kritiske variabel er fugtindholdet: for vådt producerer dampporøsitet; for tørre kollapser. Målet er nogenlunde 2-4 vægtprocent fugt , let tjekket med en pinch test.
Højtryksstøbning: Volumen, præcision og tynde vægge
HPDC sprøjter smeltet aluminium ind i en hærdet stålmatrice ved tryk på 10-175 MPa , udfylder hulrummet på millisekunder. Processen er usædvanlig hurtig - cyklustider på 30-120 sekunder er almindelige for dele med middel kompleksitet - og producerer næsten-netformede dele med vægtykkelser så lave som 0,8 mm i optimerede designs. Bilsektoren er den dominerende bruger. Ifølge Aluminiumforeningen er ca 75% af alle aluminiumsstøbegods til biler produceres via HPDC, herunder motorkrumtaphuse, transmissionshuse og i stigende grad store strukturelle komponenter produceret af megastøbemaskiner (giga-presser) med spændekræfter på op til 9.000 tons, en teknologi, der er banebrydende af Tesla og nu adopteret af Toyota, Volvo og andre.
Hovedafvejningen af HPDC er porøsitet: luftindfangning under hurtig fyldning skaber mikroskopiske hulrum, der kan kompromittere den strukturelle integritet og forhindre varmebehandling. Vakuum-assisteret trykstøbning (VADC) reducerer dette betydeligt, hvilket muliggør T6 varmebehandling og skubber trækstyrken over 300 MPa selv med sekundære siliciumlegeringer.
Aluminiumstøbelegeringer — Matchende materiale til projektkrav
Ikke alle aluminiumslegeringer hælder eller fungerer på samme måde. Støbealuminiumslegeringer er udpeget af et firecifret system (f.eks. A380, A356, 319), der angiver deres primære legeringselementer og sammensætning. Valget af legering påvirker flydeevne, varme-rivningsmodstand, mekanisk styrke, korrosionsbestandighed og bearbejdelighed - som alle varierer betydeligt mellem legeringsfamilier.
A380
A380 — HPDC-arbejdshesten til alle formål
A380 (Al-Si8.5Cu3.5) står for over 85% af alle trykstøbninger i aluminium i Nordamerika ifølge Aluminium Association. Dens høje siliciumindhold (7,5-9,5%) giver fremragende flydende og minimal krympning, mens kobbertilsætninger skubber trækstyrken til 317 MPa som støbt. Ikke egnet til anodisering (kobberindhold forårsager pletter), men tåler pulverlakering og maling exceptionelt godt. Anvendes til elektroniske kabinetter, bilbeslag, huse til elværktøj og pneumatiske manifolder.
A356
A356 — Den strukturelle legering og udseende
A356 (Al-Si7Mg0.3) er standardvalget til sand- og permanente formprojekter, hvor der er planlagt T6 varmebehandling. Efter opløsningsbehandling ved 538°C og kunstig ældning ved 154°C, leverer A356-T6 trækstyrke på 262 MPa og flydespænding på 186 MPa — væsentligt bedre end as-cast værdier. Lavt kobberindhold betyder, at den anodiserer rent, hvilket gør den populær til arkitektoniske støbegods, belysningsarmaturer, eftermarkedshjul og rumfartshuse. Legeringens fremragende svejsbarhed er en sekundær fordel ved reparations- eller fabrikationsarbejde.
319
319 — Automotive og generel teknik
319 (Al-Si6Cu3.5) er det traditionelle valg til sandstøbte motorkomponenter - cylinderhoveder, indsugningsmanifolder og transmissionskasser. Dens kobberindhold giver god styrke ved høje temperaturer, hvilket betyder noget, når driftsmiljøet overstiger 150°C. Ford, GM og Chrysler har brugt 319-familielegeringer i årtier i stødstangs- og OHC-motorhoveder. Legeringsmaskinerne gør rent og accepterer hård anodisering rimeligt godt, hvis kobberindholdet er kontrolleret til den nederste ende af specifikationen.
535
535 (Almag 35) — Hav- og korrosionsbestandige projekter
Til projekter udsat for saltvand eller miljøer med høj luftfugtighed - marine hardware, kystarkitektoniske elementer, kemisk behandlingsudstyr - tilbyder 535 (Al-Mg6.8) enestående korrosionsbestandighed, god svejsbarhed og en naturlig lys finish efter anodisering. Dets lavere siliciumindhold gør det vanskeligere at støbe (højere modtagelighed for varme-rivning) og kræver et omhyggeligt portdesign og kontrollerede hældetemperaturer. Trækstyrke som støbt er ca 240 MPa , sammenlignelig med A356-T6 uden behov for varmebehandling.
Eksempler på aluminiumstøbeprojekt i den virkelige verden på tværs af industrier
Bredden af aluminiumstøbeprojekter i aktiv produktion er bredere, end de fleste er klar over. Eksemplerne nedenfor dækker hobby-, industri-, arkitektoniske og forbrugerproduktkontekster, hver med relevante proces- og legeringsdata.
01
Baggårdstøberi: Sandstøbt aluminiumsknivbeskytter og bolster
Et populært aluminiumsstøbeprojekt på begynderniveau i producentsamfundet involverer sandstøbning af knivbeskyttere, fingerbeskyttere og bolstere til tilpassede klinger. Delene er små (typisk under 50 g), geometrisk enkle og tåler den overfladeruhed, der er typisk for grøn sandstøbning. A356 eller skrot stempler (ofte 4032 legering) fungerer godt. Smeltetemperaturen skal holdes på 700-730°C for at sikre fuldstændig fyldning uden overdreven gasabsorption. Efterbehandling med 120-korn til 600-korn vådt-og-tørt sandpapir efterfulgt af polering opnår et næsten spejlvendt udseende uden varmebehandling efter støbning.
02
Arkitektonisk aluminiumstøbning: Søjlehætter, gelændere og dekorative paneler
Arkitektoniske aluminiumsstøbeprojekter har en lang historie - aluminiumskappen på Washington-monumentet, installeret i 1884, er fortsat en af de tidligste registrerede anvendelser af præcisionsaluminiumsstøbning. Moderne arkitektoniske projekter bruger permanent form eller sandstøbning med A356 eller 535 legeringer. Typiske anvendelser omfatter dekorative trappegelændere, dekorative søjlekapitæler, bygningsfacadepaneler og tilpasset dørbeslag. Anodisering - især hård anodisering til 25-50 µm - giver holdbar korrosionsbeskyttelse med lav vedligeholdelse, der kan farves, så den matcher designspecifikationerne. Flere producenter i Gulf Coast-regionen leverer sandstøbte arkitektoniske elementer med leveringstider på 4-8 uger for brugerdefinerede mønstre .
03
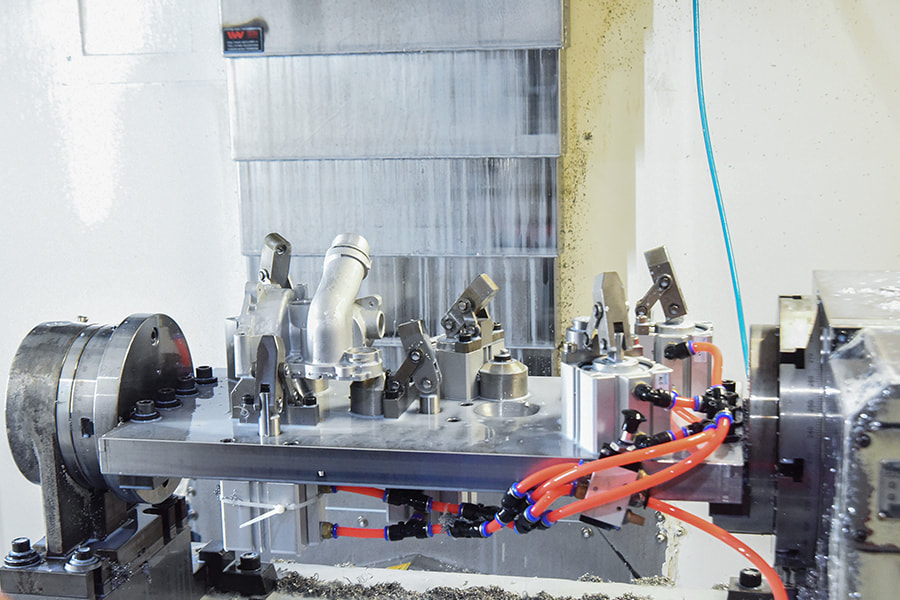
Automotive: HPDC motorblokke og strukturelle støbegods
Moderne kompakte bilmotorer bruger blokke af aluminiumslegering næsten universelt. BMW N52 inline-seks, der blev introduceret i 2004, bruger en magnesium-aluminium-kompositblok med en støbt aluminiumsbundplade og et A380-afledt krumtaphus - et design, der barberet 10 kg fra den tidligere jernblokmotor. Moderne EV-batteribakkestrukturer, såsom dem, der bruges i Rivian og Hyundai Ioniq platforme, er multi-cavity HPDC aluminium støbegods med integrerede kølekanaler, der kombinerer op til syv tidligere separate prægede og svejsede dele til en enkelt net-formet støbning. Denne konsolidering reducerer monteringstiden og forbedrer den strukturelle stivhed ved ca. 30 % lavere masse sammenlignet med tilsvarende stålkonstruktioner.
04
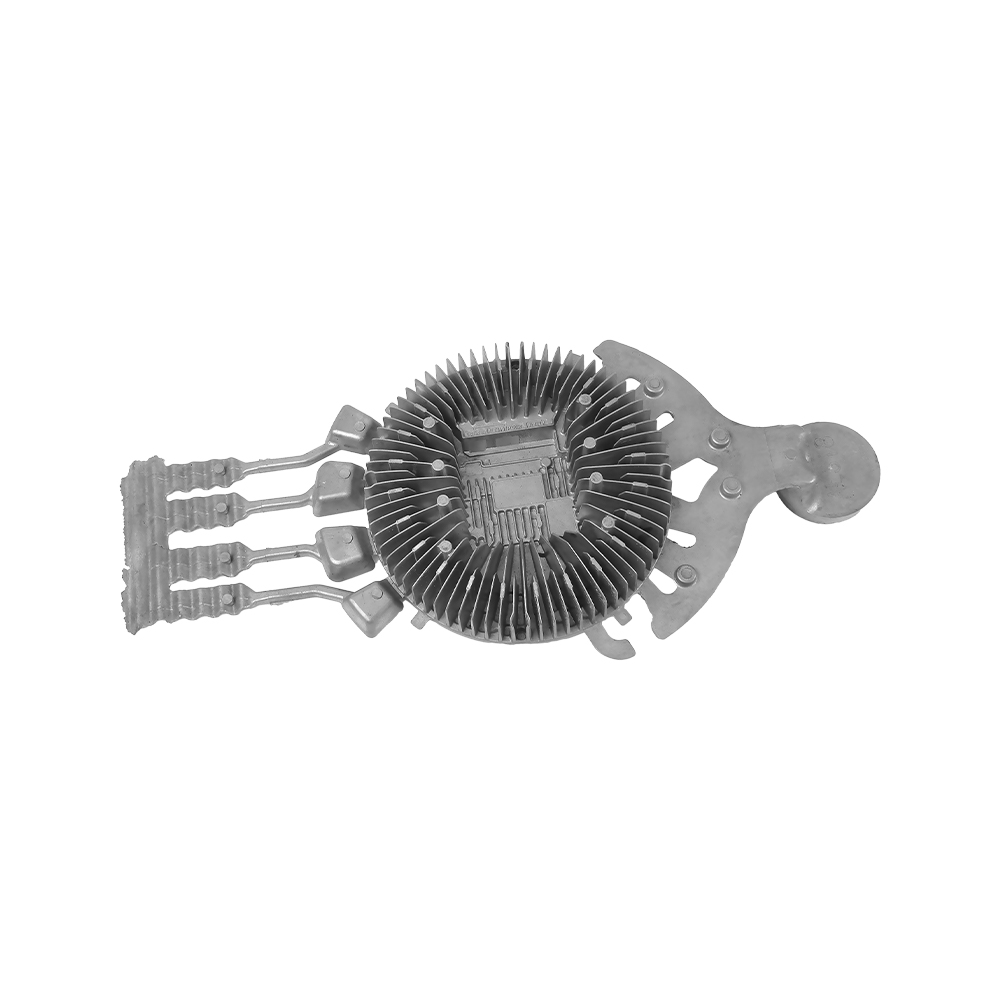
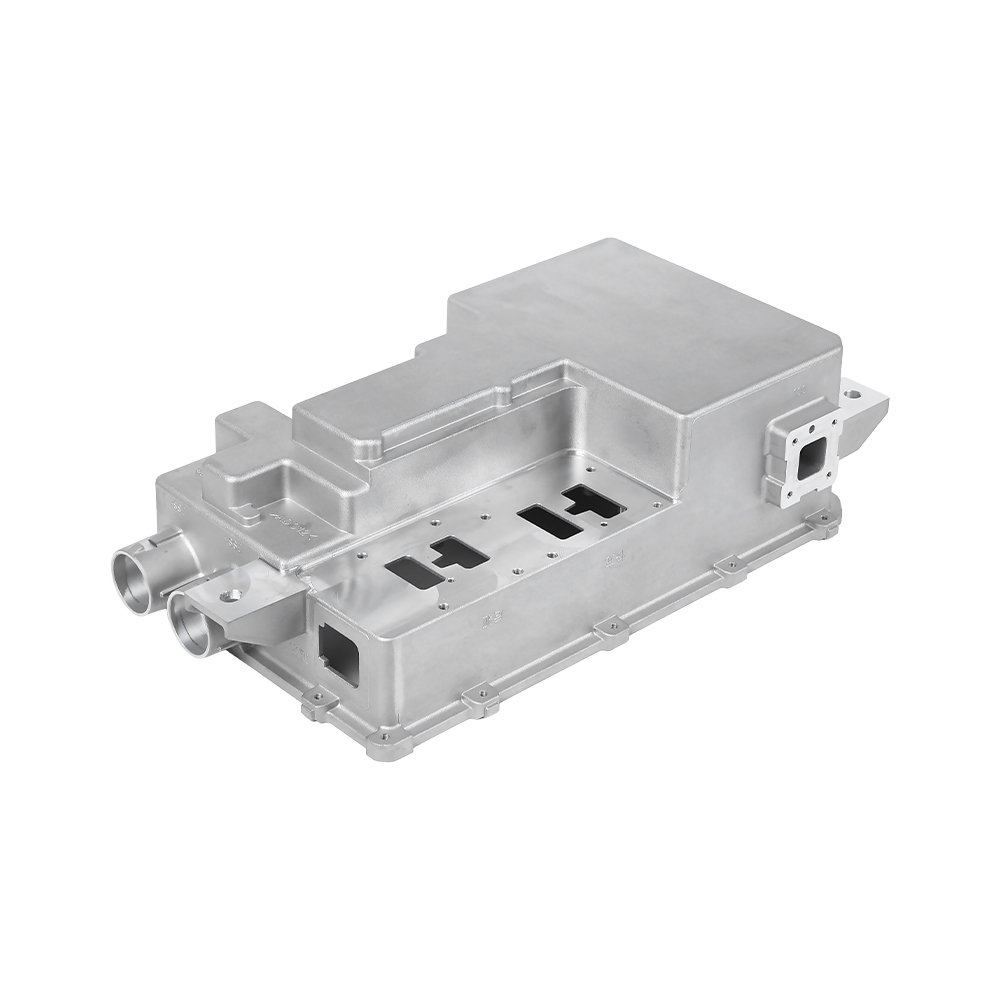
Elektronikskabe: Termisk styring gennem støbning
Højeffektelektronik - motordrev, power-invertere, telekommunikationsbasestationsforstærkere, LED-drivere - bruger ofte aluminiumsstøbning til kabinetter, fordi materialet tjener dobbelt funktion som både hus og heatsink. A380 HPDC-skabe med integrerede finner opnår termiske modstandsværdier på 0,5–1,5°C/W i naturlig konvektion, tilstrækkelig til mange industrielle anvendelser uden tvungen luft. Til RF-afskærmningsapplikationer giver en vægtykkelse på 3-5 mm i A380 effektiv dæmpning over 500 MHz. Investeringsstøbning foretrækkes, når der er behov for kompleks intern strømningskanalgeometri til væskekølede kolde plader.
05
Luftfart: Investeringsstøbte strukturelle beslag og boliger
Investeringsstøbning med A356- eller A357-legeringer er standardpraksis for flyskrogbeslag, flyelektronikhuse og hydrauliske manifolds, hvor geometrisk kompleksitet og snævre tolerancer eliminerer bearbejdning som en omkostningseffektiv mulighed. Typiske aluminium investering støbegods, der anvendes i fly opnå dimensionstolerancer på ±0,13 mm og overfladefinish på 3,2 µm Ra uden yderligere bearbejdning. Processen tillader underskæringer, tynde vægge og organiske konturer, som sandstøbning ikke kan producere pålideligt. Virksomheder som Precision Castparts og Hitchiner Manufacturing leverer sådanne investeringsstøbegods til luftfartsindustrien til Boeing, Airbus og Lockheed Martin platforme.
06
Kunst og skulptur: Lost Foam Aluminium Casting Projects
Tabt skumstøbning er populær blandt billedhuggere og kunstnere, fordi EPS-skum kan formes, udskæres og samles uden nogen trækvinkel eller kernekasse - skummet forbruges af det smeltede aluminium under hældningen, hvilket efterlader en præcis kopi af den originale model. Samfundskunststøberier i byer som Chicago og Portland tilbyder åben adgang til hælde-sessioner med tabt skum-aluminium. Valg af legering er mindre kritisk for rent dekorative stykker; sekundært A380- eller 383-skrot giver tilstrækkelige resultater med god flydeevne. Hældning bruger typisk en 2-4 mm sprue and riser system i forhold til delvolumen for at sikre fuldstændig udfyldning af tynde skulpturelle træk.
Designregler, der forhindrer defekter i aluminiumstøbeprojekter
De fleste støbedefekter i aluminium er designet i, ikke fremstillet i. Ved at følge etablerede design-for-casting-retningslinjer (DFC) under CAD-fasen, elimineres størstedelen af porøsitet, kold lukning, fejlløb og hot-tear fejl, før en enkelt form skæres. Følgende regler gælder bredt på tværs af sand, permanent form og trykstøbeprocesser, med processpecifikke justeringer noteret.
Vægtykkelsesensartethed
Uensartet vægtykkelse skaber differentielle afkølingshastigheder, der driver krympeporøsiteten mod det sidst-til-størkne-område. Det anbefalede designmål er en vægtykkelsesvariation på højst 2:1 mellem tilstødende sektioner . Hvor tunge fremspring eller flanger er uundgåelige, reducerer udboring af materiale eller blanding af overgange med generøse radier den termiske masseforskel. For HPDC skal du målrette en nominel vægtykkelse på 2-4 mm til de fleste strukturelle applikationer; vægge over 6 mm begynder at akkumulere gasporøsitet, medmindre der anvendes vakuumassisteret fyldning.
Fileter og radier ved alle indvendige hjørner
Skarpe indre hjørner koncentrerer stress og skaber varme punkter under størkning. En minimum indre filetradius på 1,5 × vægtykkelse anbefales af ASM Internationals retningslinjer for aluminiumstøbning. Selv en radius på 1 mm reducerer spændingskoncentrationsfaktorerne dramatisk sammenlignet med et virkelig skarpt hjørne. Udvendige hjørner kan være skarpere (minimum 0,5 mm radius), men bør aldrig være helt firkantede i støbt aluminium.
Trækvinkler til formudløsning
Alle overflader parallelt med retningen af formtræk kræver trækvinkler. Standard minimum er 1-2° for sandstøbning, 1-3° for permanent form og 0,5-1,5° for HPDC på udvendige overflader (lidt mere på indvendige overflader, fordi støbningen krymper på kerner). Utilstrækkeligt træk fører til slid på matricen, kernebrud og udtrækningsbesvær, der til sidst beskadiger støbningen. Overflader, der vender mod formen, bør ikke have træk; angiv tydeligt på tegningen, hvilken retning der er skilleplanet.
Gating og Risering til retningsbestemt størkning
Godt gating-design tilfører flydende metal gradvist fra tynde til tykke sektioner, hvilket sikrer, at de tungeste områder forbliver forbundet med et væskereservoir - stigrøret - indtil det er helt størknet. Chvorinov-reglen (størkningstid proportional med (Volume/Surface Area)²) styrer dimensionering af stigrør: et stigrør skal have et modul på mindst 1,2× den tungeste sektion det fodrer. Simuleringssoftware såsom MAGMASOFT, Flow-3D og ProCAST bruges i vid udstrækning til at validere gating- og stigrørsdesign, før produktionsværktøj skæres, hvilket reducerer trial-and-error-omkostningerne betydeligt.
Gevind- og indsatsdesign i støbt aluminium
Støbt aluminium er for blødt til direkte grove gevind i hårdt tilspændte fastgørelsesanordninger. Mulighederne omfatter: (1) støbning i stål eller messing gevindindsatser — Heli-Coil og E-Z Lok produkter er populære til eftermontering; (2) ved hjælp af bearbejdede tråde efterstøbning med mindst 1,5× tråddiameter indgrebslængde ; eller (3) specificering af ultralydsindsatsinstallation til termoplasttilstødende designs. HPDC-dele kan inkorporere kernehuller til en minimumsdiameter på 2,0 mm med omhyggeligt matricedesign, hvilket reducerer krav til efterstøbt boring.
Smeltkvalitetskontrol — det trin, de fleste begyndere overser i aluminiumstøbning
Kvaliteten af det smeltede aluminium ved støbningspunktet bestemmer kvalitetsloftet for den færdige støbning. En perfekt designet del støbt af dårligt forberedt metal vil stadig udvise porøsitet, oxidindeslutninger og reducerede mekaniske egenskaber. Erfarne støberioperatører behandler smelteforberedelse lige så alvorligt som formdesign.
Brintporøsitet: Den mest almindelige støbedefekt i aluminium
Aluminium opløser let brint i sin flydende tilstand - flydende aluminium ved 750°C kan holde ca. 0,65 cm³ pr. 100 g metal , sammenlignet med kun 0,034 cm³ pr. 100 g i fast tilstand (pr. data fra Aluminium Association). Når smelten størkner, afvises langt størstedelen af det opløste brint og danner mikroskopiske bobler - porøsitet - gennem hele støbningen. De primære brintkilder er atmosfærisk fugt, vådt skrot, olieagtig retur og våd flux.
Afgasning med tør nitrogen eller argon gennem en roterende afgasningsenhed (SNIF-proces eller tilsvarende) reducerer opløst brint til under 0,10 cm³ pr. 100 g i kommerciel praksis - et godt stykke under tærsklen for synlig porøsitet i de fleste støbegeometrier. Hobbyister uden roterende afgasningsudstyr kan bruge hexachlorethan-tabletter (med passende ventilation - processen genererer klorgas) eller blot minimere fugtpåvirkning af smelten ved at forvarme alt værktøj og holde ovnlågene lukket.
Oxidinklusioner og fluxpraksis
Aluminium oxiderer øjeblikkeligt ved eksponering for luft og danner en tynd, men vedvarende aluminiumoxid (Al₂O₃) hud. Turbulent hældning folder denne hud ind i smelten og skaber oxid-bifilm, der fungerer som revneinitieringssteder i den størknede støbning. Den afdøde professor John Campbell fra University of Birmingham brugte årtier på at dokumentere, hvordan oxid-bifilm er hovedårsagen til spredning af de fleste mekaniske egenskaber ved aluminiumstøbning - trækstyrkevariabilitet på 30-40% i identiske støbegods spores ofte tilbage til bifilmdistribution.
Praktiske modforanstaltninger omfatter: bund-hældeske i stedet for top-pour læbeskeer, keramiske skumfiltre i portsystemet (20-30 ppi for aluminium), reduceret hældehøjde og kontrolleret hældehastighed og minimering af turbulens ved formindgangen. Fluxtilsætninger (der dækker flusmidler såsom kaliumchlorid/natriumchlorid-blandinger) beskytter smelteoverfladen mod atmosfærisk oxidation mellem varme og hjælper med at sammensmelte oxidpartikler til skimning før hældning.
Temperaturkontrol og overhedning
De fleste aluminiumsstøbelegeringer har likvidustemperaturer mellem 555°C og 615°C . Hældning ved overophedning (mere end 80-100°C over liquidus) øger gasabsorption, oxiddannelse og matriceerosion i HPDC. Hældning for koldt skaber fejlløb og kolde lukninger - områder, hvor metalfronten størkner, før formen fyldes. Den optimale hældetemperatur til de fleste applikationer ligger mellem 680°C og 740°C , hvor formtemperaturen også spiller en væsentlig rolle: permanente forme forvarmes typisk til 200-350°C for aluminium.
Efterstøbningsoperationer: Varmebehandling, bearbejdning og overfladefinish
De fleste aluminiumsstøbeprojekter kræver i det mindste noget efterstøbningsarbejde. Operationerne nedenfor er præsenteret i den rækkefølge, de typisk ville blive udført i produktionen.
Trin 1
Degering og Shakeout
Sandstøbegods rystes ud af formen, når de er størknet (normalt inden for 5-30 minutter afhængig af vægten). Løber og stigrør fjernes ved savning, slibning eller hydraulisk brydning. HPDC-dele trimmes i en dedikeret trimmatrice, der skærer flash og løbere i et enkelt tryk med cyklustider på 5-15 sekunder pr. del. Skillelinjeblink på sandstøbegods kræver typisk håndslibning for at blande sig med støbeoverfladen.
Trin 2
Varmebehandling (når specificeret)
T6-tempereringsbetegnelsen - opløsningsvarmebehandling efterfulgt af kunstig ældning - er den mest udbredte varmebehandling til aluminiumsstøbegods. For A356:
- Opløsningsbehandling: 538°C ± 6°C i 4-12 timer (afhængig af snittykkelsen)
- Sluk: vand ved 60-80°C (varm quench minimerer resterende spændingsforvrængning)
- Alder: 154°C ± 6°C i 6-12 timer
Denne sekvens opløser Mg2Si-præcipitater i opløsning og genudfælder dem som en fin dispersion, der hindrer dislokationsbevægelse, hvilket øger flydestyrken fra ca. 83 MPa (F-temperering) til 186-207 MPa (T6-temperering) .
Trin 3
CNC-bearbejdning af kritiske overflader
Støbte aluminiumsmaskiner usædvanligt godt - værktøjets levetid er typisk 10–20× længere ved bearbejdning af aluminium kontra stål ved tilsvarende spånbelastningsforhold. Højhastigheds-CNC-bearbejdning af støbt aluminium bruger hårdmetalværktøj, skærehastigheder på 300-600 m/min (overfladefod pr. minut: 1.000-2.000) og oversvømmelseskølevæske eller minimumssmøring (MQL). Datumfunktioner, der er bearbejdet i støbningen - puder, boringer og lokaliseringshuller - etablerer referencerammen for alle efterfølgende bearbejdningsoperationer. Til højvolumen HPDC-dele er dedikerede overførselslinjer med cyklustider under 60 sekunder pr. del almindelige i automobilstøbeceller.
Trin 4
Muligheder for overfladefinishing af aluminiumsstøbegods
Udvalget af efterbehandlingsmuligheder til aluminiumstøbeprojekter er bredt:
- Anodisering: Elektrokemisk oxidation, der vokser et tæt aluminiumoxidlag på 5-25 µm (Type II) eller 25-100 µm (Type III hård anodisering). Giver fremragende korrosions- og slidbestandighed. Bedst med A356 eller 535 legeringer.
- Pulverlakering: Elektrostatisk påføring af termohærdende polymerpulver, hærdet ved 160–200°C. Fremragende UV-bestandighed, bredt farveområde, omkostningseffektivt til mellemstore til store volumener. Kompatibel med alle støbelegeringer.
- Chromate Conversion Coating: Trivalent kromat (Alodine/Iridite) giver korrosionsbeskyttelse og malingsvedhæftningsprimer til rumfarts- og forsvarsanvendelser. RoHS-kompatibel med trivalente formuleringer.
- Kugleblæsning og vibrerende afgratning: Mekanisk efterbehandling, der fjerner grater, forbedrer overfladens udseende og kan bruges til at skabe kompressive restspændinger (shot peening variant), der forbedrer udmattelseslevetiden med op til 30 %.
- Elektroløs fornikling: Afsætter et ensartet 10-50 µm nikkel-fosforlag, der markant forbedrer hårdhed (500-700 HV efter varmebehandling) og slidstyrke, brugt til forme, bøsninger og glideoverflader.
Omkostningsstruktur for aluminiumstøbeprojekter — hvad driver prisen
At forstå omkostningsdriverne hjælper projektingeniører med at træffe bedre beslutninger om procesudvælgelse og giver indkøbsteams en ramme for evaluering af tilbud fra støbeleverandører.
Fejlfinding af almindelige støbedefekter i aluminium
Selv erfarne støberioperatører støder på defekter. Tabellen nedenfor kortlægger de mest almindelige støbedefekter i aluminium til deres grundlæggende årsager og korrigerende handlinger.
| Defekt | Udseende | Primær årsag | Korrigerende handling |
|---|---|---|---|
| Gas porøsitet | Runde hulrum, glatte vægge, tilfældig fordeling | Opløst brint i smelte | Degas smelte; tør alt værktøj og skrot; reducere overhedning |
| Krympeporøsitet | Uregelmæssige hulrum, ru vægge, i tunge sektioner | Utilstrækkelig fodring/risering | Forøg stigrørets størrelse; tilføje kuldegysninger til tunge sektioner; redesign til ensartet væg |
| Cold Shut | Lineær søm på overfladen, svag grænseflade | To metalfronter, der afkølede før mødet | Øg hældetemperaturen; forbedre gating for at flette strømme tidligere |
| Varm Rivning | Ujævn revne ved filet- eller sektionsskift | Termisk spænding under sen størkning | Øg fileterradius; tilføje fleksibilitet til kerner; forvarm formen |
| Oxid indeslutninger | Mørke striber eller film synlige på bearbejdet sektion | Turbulent hældende, foldede oxidskind | Reducer hældehøjden; brug keramisk skumfilter; undgå omsmeltning af slagg |
| Fejlløb | Ufuldstændig fyldning, afrundede ufuldstændige kanter | Metal for koldt, tynd sektion, dårlig udluftning | Forøg hældetemperaturen; tykkere tynde vægge; tilføje ventilationsåbninger til formen |
Bæredygtig aluminiumsstøbning — genbrug, energi og den cirkulære økonomi
Aluminium er det mest genanvendelige strukturelle metal i almindelig brug, og denne egenskab ændrer fundamentalt bæredygtighedsregningen for aluminiumstøbeprojekter sammenlignet med stål- eller zinkalternativer. Genbrug af aluminium kræver kun 5 % af den energi, der skal til for at fremstille primæraluminium fra bauxitmalm — cirka 2-3 kWh/kg for sekundær mod 45-55 kWh/kg for primær produktion (data fra International Aluminium Institute, 2023). Forskellen i CO2-fodaftrykket er lige så dramatisk: Sekundært aluminium genererer omkring 0,5-1,0 kg CO₂ pr. kg metal sammenlignet med 8-12 kg CO₂ pr. kg for kuldrevet primær smeltning.
Over 75 % af alt aluminium, der nogensinde er produceret, er stadig i brug i dag , ifølge Aluminiumforeningen. Bilsektoren har den højeste aluminiumgenanvendelsesgrad af enhver slutanvendelse - udtjente køretøjer giver en tæt, adskilt kilde til rent støbelegeringsskrot, der strømmer tilbage til sekundær HPDC-legeringsproduktion med minimal kvalitetsforringelse. Denne lukkede kredsløbseffektivitet er en af grundene til, at bilproducenter nævner aluminiumsstøbning som et bæredygtighedspositivt designvalg selv på energiintensive køretøjsplatforme.
Til støbedrift bidrager energigenvinding fra ovnudstødningsgasser, overvågning af smeltekemi i realtid for at minimere omsmeltningscyklusser og keramiske fiberovne, der reducerer varmetabet med 15-25 % sammenlignet med ældre ildfaste designs, til reducerede miljømæssige fodaftryk i moderne aluminiumsstøbeanlæg. Adskillige europæiske støberier - herunder Rheinfelden Alloys og Novelis - har forpligtet sig til kulstofneutral aluminiumstøbedrift inden 2030 gennem en kombination af vedvarende energikilder og offset-programmer.
Nye tendenser inden for aluminiumstøbning — hvad ændrer industrien
Aluminiumstøbeindustrien gennemgår en meningsfuld teknisk forandring drevet af elektrificering, digital fremstilling og udvikling af nye legeringer. At forstå disse tendenser er relevant for alle, der planlægger flerårige aluminiumstøbeprogrammer.
Mega-støbning og strukturel integration
Teslas brug af 6.000-tons og 9.000-tons giga-pressere til at støbe hele EV-bagundervognssektioner som en enkelt aluminiumsstøbning - der erstatter 70-100 individuelle stemplede og svejsede dele - har udløst betydelig interesse i hele bilindustrien. Toyota, Volvo, General Motors og flere kinesiske OEM'er har annonceret lignende programmer. Støbningerne bruger brugerdefineret højvakuum-støbning med Al-Si-Mg-legeringer, der er specielt udviklet til strukturel mega-støbning, der opnår forlængelser over 10% og trækstyrker over 250 MPa som støbt, uden varmebehandling. Denne udvikling ændrer fundamentalt økonomien ved fremstilling af karrosseristrukturer ved volumener over 100.000 enheder om året.
3D-printede sandforme og -kerner
Binder jet-print af silicasandforme (ved hjælp af systemer fra ExOne/Desktop Metal, Voxeljet og Viridis3D) har fjernet mønsterfremstillingstrinnet fra sandstøbning, hvilket muliggør produktion i ét stykke af komplekse aluminiumsstøbegods med indvendige passager, som er geometrisk umulige at udkerne med konventionelle metoder. Gennemløbstiden fra CAD-fil til første støbte del er nu 3-5 hverdage med trykte sandforme, kontra 4-8 uger for konventionelt mønster og værktøj. Ford, John Deere og flere rumfartsvirksomheder bruger trykte sandforme til prototype- og lavvolumenproduktion af aluminiumsstøbegods med delomkostninger, der er konkurrencedygtige med bearbejdede alternativer til komplekse geometrier.
Procesovervågning i realtid og AI-kvalitetskontrol
Sensorarrays indlejret i trykstøbemaskiner fanger nu skudtrykprofiler, matriceoverfladetemperaturer og metalhastighedsdata ved millisekunders opløsning. Maskinlæringsmodeller, der er trænet på historiske defektdata, kan forudsige krympningsporøsitet og sandsynlighed for kold lukke ud fra skudprofilsignaturer, før delen fjernes fra matricen - hvilket muliggør automatisk afvisning af skud uden for specifikationen uden røntgeninspektion. Flere Tier 1-leverandører af bilstøbegods rapporterer reduktion af skrotraten på 30-50 % efter at have implementeret sådanne overvågningssystemer i realtid, direkte oversat til lavere omkostninger og forbedrede bæredygtighedsmålinger.
Legeringsudvikling til termisk styring af elektriske køretøjer
EV batteri køleplader kræver aluminium støbelegeringer med høj termisk ledningsevne, fremragende tryktæthed (ingen porøsitet) og evnen til at danne loddede samlinger. Standard A380 har en termisk ledningsevne på ca 96 W/m·K — tilstrækkelig, men ikke optimal. Nye legeringer i Al-Si-Mg-familien med kontrolleret jern- og kobberindhold er ved at blive udviklet af virksomheder, herunder Novelis, Constellium og Impol, for at opnå ledningsevne over 160 W/m·K i støbt tilstand, hvilket muliggør mere kompakte og effektive væskekølede batterisystemer. Dette er et aktivt område inden for legeringsforskning med flere patenter indgivet i 2022-2024.
Ofte stillede spørgsmål om aluminiumstøbeprojekter
Hvad er den bedste aluminiumslegering til et første støbeprojekt?
For begyndere, der bruger en baggårdsovn og grønne sandforme, er genbrugsstempler (typisk 4032 eller 2618 legering) eller ren A356 ingot begge fremragende udgangspunkter. Begge har god flydeevne ved typiske hældetemperaturer i baghaven på 700-730°C, og ingen af dem har signifikant giftige legeringstilsætninger. A356 er lidt mere tilgivende over for fugt i sandet, fordi dens siliciumindhold forbedrer flydeevnen selv ved lavere temperaturer. Undgå ukendt skrot fra elektronik eller coatede dele - forurenende stoffer fra lodning, zinkstøbning eller plettering kan producere giftige dampe og dårlig støbekvalitet.
Hvordan forhindrer jeg porøsitet i mine aluminiumsstøbegods?
Porøsitet har to grundlæggende årsager: opløst brint (gasporøsitet) og utilstrækkelig tilførsel af svind (krympningsporøsitet). For at imødegå gasporøsitet skal du holde alle formmaterialer og metal tørt, bruge et dækkende flusmiddel og afgasse smelten før hældning. For at imødegå krympningsporøsiteten skal du sikre dig, at dit stigrør er stort nok til at forblive flydende, efter at støbegodset er størknet - stigrørsmodulet skal overstige det tungeste støbesektionsmodul med mindst 20 %. Kuldegysninger placeret ved siden af tunge sektioner hjælper også ved at fremskynde lokal størkning for at reducere efterspørgsel efter svind.
Hvad er den mindste vægtykkelse, der kan opnås ved aluminiumsstøbning?
Minimum vægtykkelse afhænger af støbeprocessen. Højtrykstrykstøbning opnår de tyndeste vægge - så lavt som 0,8 mm i optimeret matricedesign med højhastigheds-metalindsprøjtning. Investeringsstøbning opnår pålideligt 1,0–1,5 mm. Permanent form (gravity die) støbehåndtag 2–3 mm minimum. Sandstøbning kræver typisk mindst 3-5 mm vægge for pålidelig fyldning, selvom dygtige støberioperatører har opnået 2 mm i mindre dele med legeringer med høj silicium-fluiditet og godt lukkede forme.
Kan støbt aluminium svejses?
Ja, mange aluminiumsstøbelegeringer kan svejses, men processen kræver omhu. A356 og 535 legeringer er de mest svejsbare almindelige støbelegeringer. Gaswolframbuesvejsning (GTAW/TIG) med 4043 eller 5356 tilsatstråd er standardpraksis. HPDC-dele, der indeholder A380, anses generelt for at være usvejselige i strukturelle applikationer på grund af kobberindholdet og gasporøsiteten, der frigives under svejsning. Ved svejsning af støbt aluminium, forvarm området til 150–200°C for at reducere termiske stødrevner, og eftersvejsningsaflastning ved 175°C i 2–4 timer anbefales til strukturelle samlinger i A356.
Hvor lang tid tager det at få lavet aluminiumsstøbegods?
Ledetider varierer enormt efter proces og leverandørplacering. For 3D-printede sandformstøbegods (prototypemængder), leveringstider pr. 3-10 hverdage kan opnås fra etablerede leverandører. Konventionel sandstøbning med nyt mønster: 4-8 uger til mønsterfremstilling plus 1-2 uger til støbning. HPDC med nyt værktøj: 10-20 uger til fremstilling af matrice, derefter produktionsmængder på 2-4 uger. Investeringsstøbning: 8–16 uger til værktøj, 3–6 uger til produktion. Fremskyndede værktøjsprogrammer til højere omkostninger kan komprimere disse tidslinjer med 30-50 % hos premium leverandører.
Hvad er forskellen mellem trykstøbning og sandstøbning af aluminium?
Sandstøbning bruger brugbare sandforme, der ødelægges for at frigive delen - hvilket muliggør kompleks geometri og meget store dele, men med lavere overfladefinish, bredere tolerancer og langsommere cyklustider. Trykstøbning bruger permanente hærdede stålstøbeforme (matricer) og sprøjter metal ind under højt tryk - opnår fremragende overfladefinish (1-2 µm Ra), snævre tolerancer (±0,05-0,15 mm) og meget høje produktionshastigheder (30-120 sekunders cyklusser), men med høje værktøjsomkostninger og minimale mængdekrav under 00, gør det til ca. 00 dele. Sandstøbning er bedre til prototyper, store dele og små volumener; trykstøbning udmærker sig ved højvolumen produktion af små til mellemstore præcisionskomponenter.
Er aluminiumsstøbning miljøvenlig?
Aluminiumsstøbning ved hjælp af sekundær (genanvendt) legering er blandt de mere miljøvenlige metalbearbejdningsprocesser, der findes. Sekundært aluminium kræver kun 5 % af energien fra primær aluminiumsproduktion og genererer en brøkdel af CO₂-emissionerne. Den høje genanvendelighed af aluminium - med genanvendelsesprocenter på over 90 % i bilindustrien - og materialestrømmen i lukket kredsløb i mange støberier gør det væsentligt grønnere end processer, der anvender primærmetaller. De vigtigste miljøproblemer er fluoridemissioner fra fluxbrug (kontrolleret af vådskrubbere i moderne støberier) og kølevæskestyring i bearbejdningsoperationer.
Kan jeg anodisere trykstøbte aluminiumsdele?
Standard HPDC-legeringer som A380 (som indeholder 3-4 % kobber) anodiserer ikke til en ensartet kvalitetsfinish - kobberindholdet forårsager brune eller sorte pletter i det anodiske lag. For anodiserede overflader på trykstøbt aluminium, specificer en lavkobberlegering såsom A360 (kobber under 0,6%) eller en speciel kosmetisk trykstøbelegering. A356 og 535 legeringer anodiserer rent og tager farvefarver ensartet. Hvis trykstøbning er påkrævet, og anodisering er specificeret, skal du arbejde sammen med din støbeleverandør for at vælge en passende lavkobberlegering under designfasen i stedet for at opdage inkompatibiliteten efter værktøjet er bygget.









