Detaljeret forklarig af fælles overflade Defekter in Aluminium Die Castings
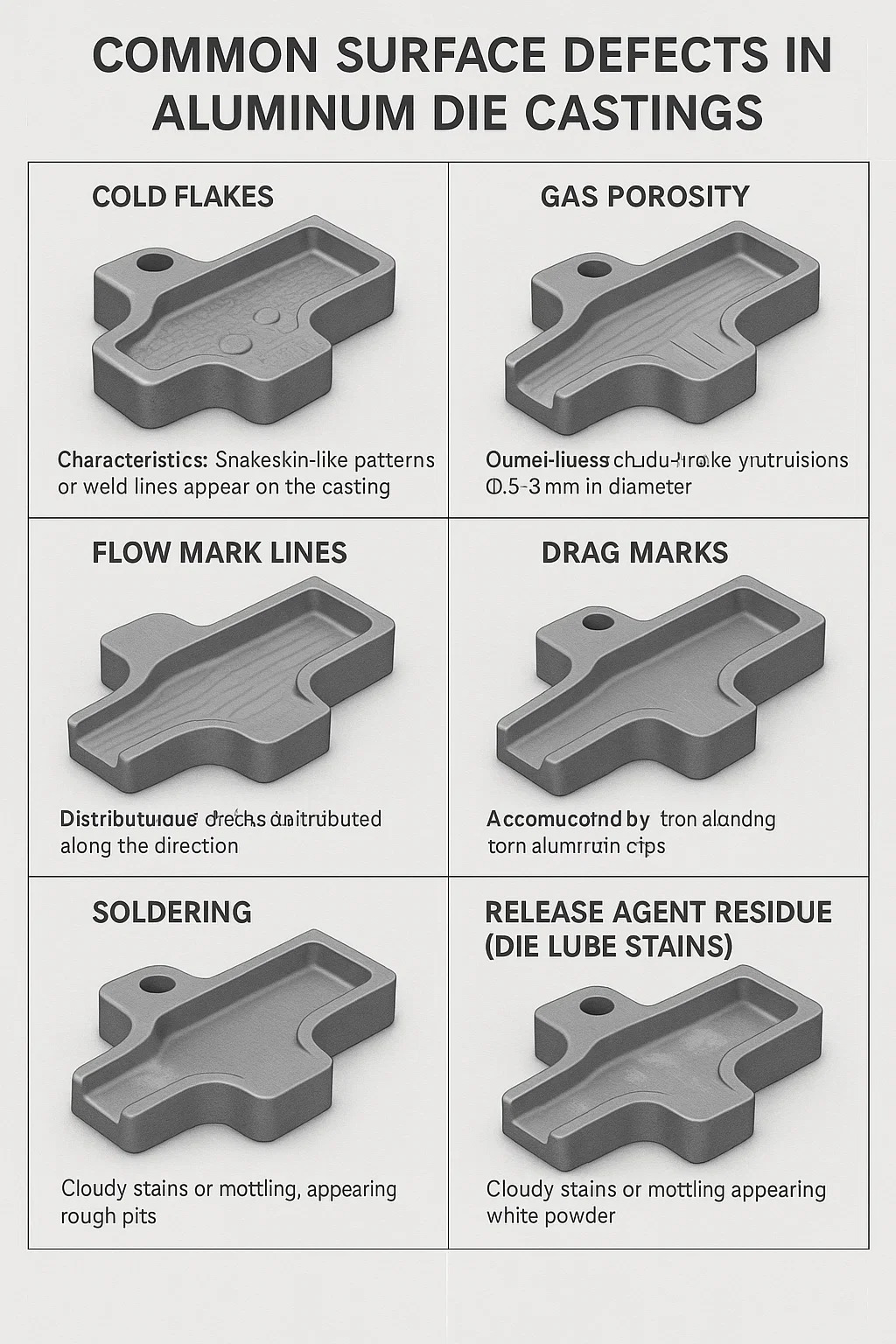
1. Cold Flakes
Karakteristika: Slangeskindslignende mønstre eller svejselinjer vises på støbefladen, og overfladen føles ujævn.
Årsag: Lav smeltet aluminiumstemperatur eller langsom injektionshastighed, hvilket resulterer i, at de to aluminiumsstrømme ikke smelter sammen.
Skader: Skarpt fald i strukturel styrke, især i tyndvæggede områder, der er tilbøjelige til at revne.
2. Gas Porøsitet
Karakteristika: Glatte, boble-lignende fremspring (0,5-3 mm i diameter) vises på overfladen, som brister for at afsløre huller.
Årsager:
Dårlig udluftning af støbeform (blokerede ejektorstifter/skillevægsflade)
Overdreven frigivelsesmiddel dampgenerering
Højrisikoområder: Rødder af ribben og toppe af lukkede hulrum.
3. Træk mærker
Karakteristika: Lange, lineære ridser langs trækretningen, nogle gange ledsaget af afrevne aluminiumspåner.
Årsager:
Utilstrækkelig trækvinkel (f.eks. mindre end 1°)
Ridser eller utilstrækkelig polering på formhulrummets overflade.
4. Flow Marks Lines
Karakteristika: Bølgede farvestriber fordelt langs retningen af smeltet aluminium flow
Årsager:
Forkert portdesign, der fører til turbulent flow
Lagdeling af aluminiumtemperatur (hurtig overfladekøling)
5. Heat Checking
Karakteristika: Et netværk af mikrorevner, der ofte forekommer i den tyktynde overgangszone
Årsager:
Lokal skimmeloverophedning (fejlslagent kølevandssystem)
For tidlig udstødning, ufuldstændig størkning af delens indre
6. Lodning
Karakteristika: Støbefladen klæber til formstålet og danner ru gruber
Årsager:
Direkte aluminiumspåvirkning på formstålet (f.eks. direkte portpåvirkning på kernen)
Slid på formoverfladebelægningen
7. Release Agent Residue (Die Lube Stains)
Karakteristika: Uklare pletter eller hvidt pulver, pletter efter anodisering
Årsager:
Dårlig forstøvning af sprayen, hvilket resulterer i ophobning i hjørner
Ufuldstændig fjernelse under luftblæsningsprocessen