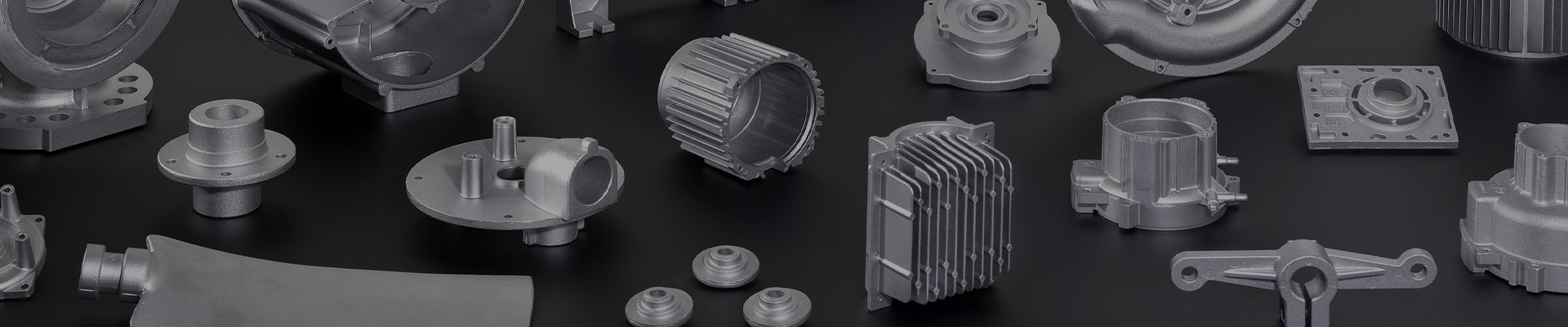



Høj præcision Højtryk Aluminium Die Casting Auto Parts
Højpræcision Højtryksaluminium Die-Casting Auto Parts er en vigtig komponent i biler. De bruges i forskellige dele af bilen, såsom motor, transmission, suspension og bremser. Disse dele er vigtige for bilens korrekte funktion og skal opfylde høje standarder for præcision og holdbarhed.
Højpræcisionsstøbning er en proces, der involverer anvendelse af højt tryk til at tvinge smeltet aluminium til et dysehulrum, hvilket skaber en præcis form og struktur. Denne proces resulterer i en stærk og holdbar del med dimensionel nøjagtighed. Brugen af aluminium giver også let styrke, hvilket er vigtigt for at forbedre brændstofeffektiviteten og reducere emissionerne.
Bilindustrien har et strengt sæt standarder og regler, der skal overholdes til produktion af bildele. Disse standarder sikrer sikkerheden og pålideligheden af delene såvel som deres holdbarhed og ydeevne. Højpræcision højtryksaluminiumsstøbning er en meget effektiv proces, der opfylder disse standarder, hvilket giver en stærk, let og holdbar løsning til bilanvendelser.
Brugen af højpræcision højtryk aluminium die-casting autodele kan også give andre fordele, såsom forbedret ydelse og håndtering, reduceret støj og vibration og bedre samlet brændstofeffektivitet. Når bilindustrien fortsætter med at udvikle sig, og efterspørgslen efter bedre ydeevne og effektivitet øges, vil brugen af aluminiumsstøbende dele med høj præcision fortsat spille en vigtig rolle i at imødekomme disse krav.
Relaterede produkter









Ærescertifikat


Adresse Dalun Mold Venture Park, Beilun, Ningbo, Zhejiang, Kina
Tlf +86 13586867000
E-mail cindy@youyuandiecasting.com
2021 © Alle rettigheder forbeholdt Ningbo Beilun Youyuan Machinery Manufacturing Co., Ltd.
