Det korte svar: Sådan fungerer støbning
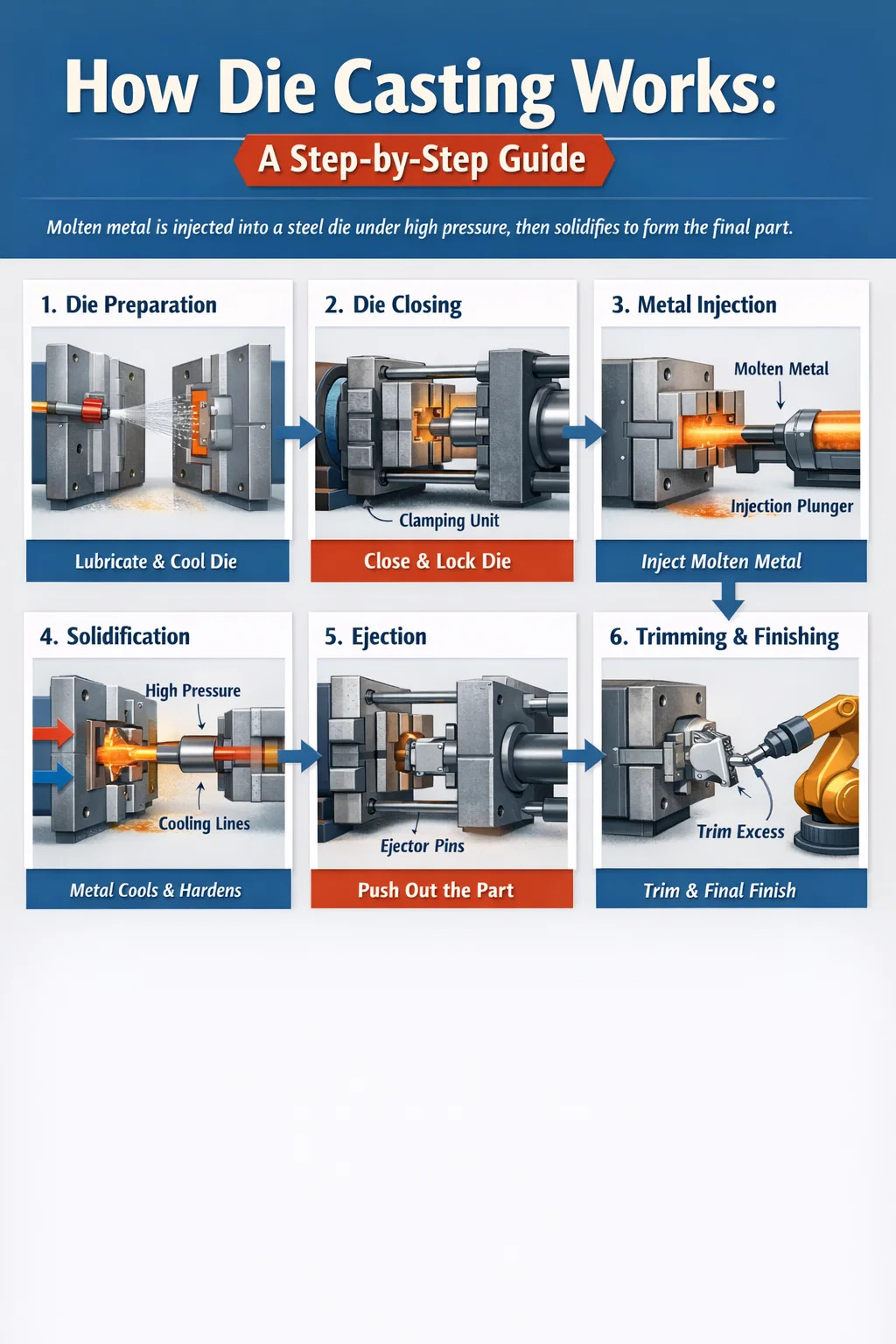
Trykstøbning er en metalformningsproces, hvor smeltet metal sprøjtes ind under højt tryk i en hærdet stålform - kaldet en matrice - og holdes der, indtil metallet størkner til den nøjagtige form af hulrummet. Når den er solid, åbnes matricen, ejektorstifter skubber delen ud, og cyklussen begynder igen. En enkelt terning kan gentage denne sekvens hundredtusindvis af gange, før den bliver slidt.
Procesen bruges primært med ikke-jernholdige legeringer: aluminium, zink, magnesium og kobberbaserede metaller. Indsprøjtningstryk varierer typisk fra 1.500 psi til over 25.000 psi , hvilket er det, der tillader trykstøbning at producere dele med tynde vægge, snævre tolerancer (ofte ±0,002 tommer) og glatte som-støbte overfladefinisher uden omfattende bearbejdning efterfølgende.
Hvis du har brug for titusindvis af identiske metaldele - bilbeslag, elektronikhuse, VVS-fittings, apparatkomponenter - er trykstøbning næsten altid den mest omkostningseffektive fremstillingsmetode, når du først har absorberet de forudgående værktøjsomkostninger.
Trykstøbningsprocessen trin for trin
At forstå, hvordan trykstøbning udføres, kræver, at man går gennem hvert trin i produktionscyklussen. Mens forskellige maskiner og legeringer introducerer variationer, er den grundlæggende sekvens konsistent på tværs af industrien.
Trin 1 — Forberedelse og smøring af matrice
Før hvert skud sprøjtes formhalvdelene med et smøre- eller slipmiddel. Dette tjener to formål: det hjælper det størknede støbegods med at skyde rent ud uden at klæbe, og det afkøler matriceoverfladen en smule for at opretholde en ensartet termisk profil. Vandbaserede formsmøremidler er det mest almindelige valg i moderne butikker, fordi de reducerer røg og overholder miljøbestemmelserne. Sprøjtecyklussen tager typisk to til fem sekunder og er automatiseret på linjer med høj volumen.
Trin 2 — Die lukning og fastspænding
Trykstøbemaskinen klemmer de to matricehalvdele sammen med en enorm kraft. Denne klemkraft måles i tons og skal overstige den kraft, som det tryksatte smeltede metal vil udøve på formfladerne under indsprøjtning. En maskine vurderet til 500 tons holder matricen lukket med 500 tons klemkraft. Maskiner spænder fra under 100 tons for små zinkdele op til 4.000 tons eller mere for store aluminiumskonstruktionskomponenter. Hvis klemkraften er utilstrækkelig, kan smeltet metal blinke ud mellem matricehalvdelene, hvilket skaber tynde finner på delen og potentielt beskadige værktøjet.
Trin 3 — Metalinjektion
Dette er det afgørende trin. Smeltet metal skubbes ind i matricehulrummet gennem et system af kanaler - et indløb, løbere og porte - der direkte strømmer ind i delens geometri. I koldkammermaskiner øses eller hældes et afmålt skud metal automatisk i en skudhylster, og et hydraulisk stempel driver det fremad. I varmekammermaskiner er indsprøjtningsmekanismen nedsænket i det smeltede metalbad og trækker en præcis ladning direkte. Injektionshastigheden kan justeres i faser: en langsom første fase fylder løbesystemet, og en hurtig anden fase fylder delens hulrum for at forhindre for tidlig størkning. Fyldningstider for selve hulrummet er ofte mellem 10 og 100 millisekunder.
Trin 4 — Intensificering og størkning
Umiddelbart efter hulrummet er fyldt, påfører maskinen forstærkningstryk - en sekundær, højere trykstød - for at pakke mere metal ind og kompensere for krympning, når støbningen størkner. Dette tryk opretholdes i en opholdstid, typisk en til tredive sekunder afhængig af vægtykkelse og legering. Selve matricen fungerer som en køleplade; dens interne kølekanaler fører vand eller termisk olie for at udvinde varme hurtigt og konsekvent. Hurtigere afkøling giver kortere cyklustider og finere mikrostruktur i den færdige del.
Trin 5 — Matriceåbning og deludkast
Når metallet er størknet tilstrækkeligt, trækker spændeenheden sig tilbage, og matricehalvdelene adskilles. Støbningen bliver på den ene halvdel (ejektorhalvdelen), fordi trækvinkler og geometri er designet på den måde. Ejektorstifter - hærdede stålstænger sat ind i matricen - rykker frem og skubber delen fri. Stifterne efterlader små cirkulære vidnemærker på ikke-kritiske overflader af støbningen. En robot eller menneskelig operatør fjerner delen, og cyklussen genstarter.
Trin 6 — Trimning og efterbehandling
Råstøbningen kommer ud fastgjort til løbe- og portsystemet og har ofte tynde blink langs skillelinjer. En trimmatrice i en hydraulisk presse skærer løbene af og overskydende flash i et enkelt slag. Yderligere efterbehandling afhænger af applikationen: kugleblæsning til kosmetiske overflader, CNC-bearbejdning til gevindhuller eller præcise boringer, varmebehandling til strukturelle aluminiumslegeringer og overfladebelægninger som anodisering, pulverlakering eller forkromning.
Varmt kammer vs Kølekammer Die Casting
De to vigtigste maskintyper passer til hver sin række af legeringer. At vælge den forkerte type til et givet materiale vil enten ødelægge maskinen eller producere dele af dårlig kvalitet.
| Feature | Hot Chamber | Cold Chamber |
|---|---|---|
| Injektionssystemets placering | Nedsænket i smeltet metal | Adskilles fra ovnen |
| Kompatible legeringer | Zink, magnesium, bly, tin | Aluminium, messing, magnesium (højtemperatur) |
| Cyklushastighed | Hurtigere (op til 18 skud/min for zink) | Langsommere (manuel øsning tilføjer tid) |
| Maksimalt indsprøjtningstryk | ~2.500 psi | Op til 25.000 psi |
| Del størrelse område | Lille til medium | Lille til meget stor |
| Porøsitetstendens | Lavere | Moderat (styret af proceskontrol) |
Varmekammermaskiner kan ikke bruges med aluminium, fordi aluminium opløser jern ved typiske støbetemperaturer, hvorved det hurtigt angriber stålsvanehalsen og stemplet i det neddykkede injektionssystem. Koldkammermaskiner er det korrekte valg til trykstøbning af aluminium - metallet smeltes i en separat holdeovn og kommer kun ind i skudhylsteret umiddelbart før injektion, hvilket begrænser eksponeringstiden.
Materialer, der anvendes til trykstøbning
Valget af legering driver næsten enhver anden beslutning i processen - maskintype, matricemateriale, cyklustid og endelige delegenskaber. Disse er de fire familier, der oftest ses i kommercielle trykstøbeoperationer.
Aluminiumslegeringer
Aluminium står for nogenlunde 80 % af al trykstøbningsproduktion efter vægt i Nordamerika. De mest udbredte legeringer er A380, A383 og A360. A380 tilbyder en fremragende balance mellem støbeevne, styrke (ultimativ trækstyrke omkring 47.000 psi) og korrosionsbestandighed, hvilket gør den til standardvalget for huse til biler og forbrugerelektronik. Aluminiums lave densitet - omkring en tredjedel af stål - er en væsentlig drivkraft for efterspørgslen, da bilproducenter søger letvægtskomponenter for at opfylde målene for brændstoføkonomi og elbiler. Ulempen er en højere støbetemperatur (omkring 1.200°F / 650°C), hvilket forkorter matricens levetid sammenlignet med zink.
Zinklegeringer
Zinklegeringer (Zamak 3, Zamak 5, ZA-8) støbes ved meget lavere temperaturer (omkring 780°F / 415°C), hvilket giver værktøjet en dramatisk længere levetid - ofte over en million skud mod 100.000-400.000 for aluminiumsmatricer. Zinkdele kan støbes med ekstremt tynde vægge (ned til 0,4 mm) og meget fine overfladedetaljer, hvorfor de bruges til dekorativt beslag, låselegemer og små præcisionsmekaniske komponenter. Zink er tættere end aluminium, men dets lavere forarbejdningsomkostninger og længere værktøjslevetid gør det ofte mere økonomisk for store mængder små dele.
Magnesium legeringer
Magnesium er det letteste strukturelle metal, der almindeligvis er trykstøbt, cirka 33% lettere end aluminium efter volumen. Legeringer som AZ91D og AM60B bruges i bilinteriørstrukturer, chassis til bærbare computere og elværktøjskroppe, hvor vægten er den primære drivkraft. Magnesium kan behandles i enten varme- eller koldkammermaskiner afhængigt af den specifikke legering og den nødvendige delstørrelse. En vigtig produktionsovervejelse: Magnesium er brandfarligt i findelt form, så skrot og spåner kræver omhyggelig håndtering og dedikerede brandslukningssystemer i anlægget.
Kobberbaserede legeringer (messing og bronze)
Kobberlegeringer kræver de højeste støbetemperaturer - ofte over 1.650 °F (900 °C) - hvilket væsentligt forkorter matricens levetid og øger energiomkostningerne. Men messing- og bronzestøbegods tilbyder fremragende korrosionsbestandighed, god elektrisk ledningsevne og et førsteklasses udseende, der gør dem værdifulde i VVS-fittings, elektriske konnektorer og arkitektonisk hardware. Kobberlegeringsstøbning repræsenterer en lille, men vedvarende andel af den samlede produktion, fordi intet andet materiale matcher dets kombination af egenskaber til en sammenlignelig pris for mellemstore dele.
Die design og værktøj
Matricen er det mest kapitalkrævende element i trykstøbeprocessen, og dens design bestemmer direkte delens kvalitet, cyklustid og produktionsøkonomi. En dårligt designet matrice vil forårsage problemer, ingen mængde af maskinjustering kan løse fuldt ud.
Materielle materialer
Trykstøbeværktøj er næsten universelt fremstillet af H13 varmbearbejdningsstål, hærdet til ca. 44–48 HRC. H13 blev valgt, fordi det modstår termisk træthed - den gentagne opvarmning og bratkøling, der ville knække mindre stål inden for tusindvis af cyklusser. Førsteklasses kvaliteter af H13 med strammere kemikontrol og vakuumbueomsmeltning (VAR) kan forlænge matricens levetid betydeligt. Til meget højvolumen aluminiumproduktion bruger nogle operationer modificeret stål som DIN 1.2367 eller proprietære kvaliteter udviklet af værktøjsleverandører.
Gating og Runner System Design
Hvor metal kommer ind i hulrummet - portens placering - styrer fyldningsmønster, luftindfangning og krympning. Simuleringssoftware (Magmasoft, ProCAST, Flow-3D) er nu standardpraksis for matricedesign, hvilket giver ingeniører mulighed for at modellere metalflow, forudsige kolde lukker, identificere, hvor porøsitet sandsynligvis vil dannes, og optimere port- og overløbsbrøndplacering, før de skærer et enkelt stykke stål. Investering i simulering før fremstilling af værktøj sparer typisk langt mere end omkostningerne ved at fange problemer, der ellers ville kræve dyre modifikationer af matrice.
Trækvinkler og skillelinjer
Hver lodret væg i en trykstøbning skal have en trækvinkel - en let tilspidsning - for at lade delen frigøres fra formen uden at trække eller klæbe. Typiske trækvinkler er 1° til 3° for udvendige overflader og 2° til 5° for indvendige kerner. Vægge uden træk er teoretisk muligt med specielle belægninger eller geometriske tricks, men tilføjer omkostninger og risiko. Skillelinjen er der, hvor de to matricehalvdele mødes; korrekt placering minimerer flash, forenkler værktøjskonstruktion og gør kosmetiske overflader nemmere at kontrollere.
Design af kølesystem
Interne kølekanaler, der bores gennem matricestålet, fører temperaturkontrolleret vand. Deres placering i forhold til tykke dele af delen, hvor varmen er koncentreret, bestemmer, hvor jævnt støbningen størkner, og hvor hurtigt cyklussen kan køre. Konform køling - kanaler, der følger konturerne af matricehulrummet i stedet for at blive boret lige - fremstilles i stigende grad gennem additive fremstillingsindsatser, hvilket tillader mere aggressiv varmeudvinding i kritiske zoner og cyklustidsreduktioner på 15-25% i nogle applikationer.
Nøgleprocesparametre og hvordan de styres
Trykstøbning er ikke en sæt-og-glem-operation. En stabil proces af høj kvalitet kræver aktiv overvågning og kontrol af en række indbyrdes afhængige variable.
- Metal temperatur: For varmt øger krympeporøsiteten og matriceerosion; for køligt forårsager fejlløb og kolde lukker. Aluminium hældes typisk ved 1.250°F–1.350°F (677°C–732°C) afhængigt af delens geometri og vægtykkelse.
- Injektionshastighed: Første fase (langsom) hastighed fylder løberen; anden fase (hurtig) hastighed fylder hulrummet. Porthastighed - den hastighed, hvormed metal passerer gennem porten ind i delen - er typisk målrettet mellem 100 og 180 ft/s for aluminium.
- Intensiveringstryk: Påført umiddelbart efter hulrumsfyldning pakker dette tryk det størknende metal for at reducere krympningshulrum. Typiske forstærkningstryk for aluminium er 8.000–15.000 psi.
- Dysetemperatur: Dysen skal nå og opretholde en termisk ligevægt - typisk 300°F-500°F (150°C-260°C) for aluminium - før produktionsdele køres. En kold matrice forårsager overfladefejl; en overophedet matrice forlænger cyklustiden og accelererer termisk træthed.
- Vakuum assist: Nogle trykstøbningsopsætninger bruger vakuumledninger forbundet til matricehulrummet for at evakuere luft før injektion. Fjernelse af luft reducerer gasporøsiteten og tillader højere injektionshastigheder uden at fange gas i delen - især værdifuldt for strukturelle komponenter, der skal varmebehandles eller svejses.
Moderne trykstøbemaskiner registrerer hvert skuds procesdata - stempelposition, hastighed, trykkurver - i realtid. Statistiske proceskontroldiagrammer markerer, når parametre glider uden for de fastsatte grænser, hvilket giver procesingeniører mulighed for at rette problemer, før skrotraterne stiger.
Almindelige defekter i trykstøbning og deres årsager
Forståelse af defektmekanismer er centralt for fejlfinding af processen. De fleste defekter spores tilbage til et relativt lille sæt af grundlæggende årsager.
Porøsitet
Den mest udbredte støbedefekt. Der findes to typer: gasporøsitet, forårsaget af luft eller opløst brint fanget under fyldning, og krympningsporøsitet, forårsaget af utilstrækkelig metal til at tilføre sammentrækkende sektioner, når de størkner. Gasporøsitet viser sig typisk som afrundede hulrum nær overfladen eller ved de sidst-til-fyldte områder. Krympeporøsitet fremstår som uregelmæssige, takkede hulrum i tykke tværsnit. Afhjælpning omfatter vakuumassistance, optimeret portdesign, justeret forstærkningstryk og reduktion af vægtykkelse gennem redesign af dele.
Kolde lukker og fejlløb
En kold lukke vises som en synlig linje på støbeoverfladen, hvor to metalflowfronter mødtes, men ikke smeltede ordentligt sammen, fordi de var afkølet for meget før sammenføjningen. Et fejlløb er en ufuldstændig fyldning - en del af hulrummet, der simpelthen ikke modtog nok metal, før det størknede. Begge er forårsaget af utilstrækkelig metaltemperatur, for lav indsprøjtningshastighed, utilstrækkelig metalvolumen eller overdreven matricekøling. Forøgelse af metaltemperatur, injektionshastighed eller skudvægt løser typisk disse defekter.
Lodning og matriceerosion
Lodning sker, når aluminiumslegering klæber til matricestålet, trækker materiale fra delens overflade ved udkastning og til sidst opbygger aflejringer på matricen. Det er drevet af kemisk reaktion mellem smeltet aluminium og jern i matricestålet, accelereret af høj metaltemperatur og høj gatehastighed, der påvirker den samme matriceoverflade gentagne gange. Beskyttende belægninger (nitrering, PVD-belægninger som TiAlN), matricetemperaturkontrol og optimeret smøring reducerer loddefrekvensen. Alvorlige tilfælde kræver matricepolering eller svejsereparation.
Flash
Flash er en tynd metalfinne, der ekstruderer mellem matricehalvdelene eller omkring ejektorstifterne. Det skyldes utilstrækkelig klemkraft, slidte eller beskadigede skillelinjeoverflader eller for stort indsprøjtningstryk. Mindre blink fjernes i trimpressen; vedvarende blink indikerer et problem med maskin-, matrice eller procesparameter, der skal rettes, før det forværres.
Variationer og avancerede trykstøbningsmetoder
Ud over konventionel højtryksstøbning, adresserer flere procesvarianter specifikke delkrav eller kvalitetsmål, som standardstøbning ikke kan opfylde.
Vakuumstøbning
Vakuumstøbning evakuerer luft fra matricehulrummet umiddelbart før injektion gennem dedikerede vakuumventiler. Restlufttrykket i hulrummet reduceres til under 50 mbar i avancerede systemer. Resultatet er en dramatisk lavere gasporøsitet, hvilket gør det muligt at varmebehandle støbegods (T5 eller T6) og svejse - egenskaber, som standard trykstøbning ikke kan opnå pålideligt. Strukturelle autodele såsom stødtårne, B-stolper og batterikabinetter fremstilles i stigende grad på denne måde.
Semi-solid trykstøbning (thixocasting og rheocasting)
Ved halvfast forarbejdning injiceres metallet ved en temperatur mellem dets liquidus og solidus - i en delvist størknet, slamlignende tilstand. Fordi metallet er mere viskøst og fylder matricen på en mindre turbulent, mere laminær måde, reduceres gasindfangningen betydeligt. Dele fremstillet ved rheocasting eller thixocasting kan nærme sig porøsitetsniveauerne for smedede dele i nogle geometrier. Processen er mere kompleks og dyr i drift end konventionel trykstøbning, så den er forbeholdt komponenter af høj værdi inden for rumfart, motorsport og førsteklasses automotive applikationer.
Squeeze Casting
Klemstøbning bruger meget lavere injektionshastigheder, men meget højt tryk (ofte 10.000-30.000 psi) påført og holdt under hele størkningen. Det høje vedvarende tryk undertrykker porøsiteten og forfiner mikrostrukturen, hvilket giver støbegods med mekaniske egenskaber, der nærmer sig smedegods. Aluminiumsfælge til højtydende køretøjer er et almindeligt squeeze-støbeanvendelse. Cyklustider er længere end konventionel trykstøbning, og processen kræver mere omhyggelig formdesign til trykfordeling.
Mega-casting (Gigacasting)
En nylig udvikling drevet hovedsageligt af den elektriske køretøjsindustri, mega-casting bruger maskiner på 6.000 tons eller større til at producere enkelt aluminium konstruktionsstøbegods, der erstatter samlinger af snesevis af stemplede og svejsede ståldele. Tesla populariserede denne tilgang med sin bageste undervognsstøbning, som konsoliderer cirka 70 individuelle dele i et enkelt skud. Adskillige andre bilproducenter er nu igangsætning eller drift lignende stort-format trykstøbning celler. Den økonomiske sag hviler på reduceret antal værktøj, enklere samlebånd og lavere sammenføjningsomkostninger, selvom det kræver meget store maskininvesteringer på forhånd.
Trykstøbning vs. andre metalstøbeprocesser
Trykstøbning er ikke den eneste måde at støbe metaldele på, og det er ikke altid den rigtige. At forstå, hvor det passer i forhold til alternativer, hjælper med at vælge den korrekte proces til et givet projekt.
| Process | Værktøjsomkostninger | Pris pr. del (høj volumen) | Dimensionsnøjagtighed | Bedst til |
|---|---|---|---|---|
| Højtryks trykstøbning | Høj ($20.000-$200.000) | Meget lav | Fremragende | Ikke-jernholdige dele i høj volumen |
| Permanent formstøbning | Moderat | Lav | Godt | Mellem volumen, tykkere vægge |
| Investeringsstøbning | Moderat | Høj | Meget høj | Kompleks geometri, jernholdige legeringer, rumfart |
| Sandstøbning | Lav | Moderat to high | Dårlig til fair | Lav volume, large parts, iron/steel |
Beslutningen kommer typisk ned på volumen. Trykstøbeværktøj til en aluminiumsdel koster normalt mellem $30.000 og $150.000 afhængigt af kompleksiteten. Denne investering giver mening ved 50.000 eller flere dele om året, men er svær at retfærdiggøre for et par hundrede enheder. Ved lavvolumenproduktion er sandstøbning eller investeringsstøbning mere økonomisk, selvom omkostningerne pr. del er højere. For jernholdige legeringer (stål, jern) bruges trykstøbning generelt slet ikke - investeringsstøbning, sandstøbning eller smedning er de passende valg.
Industrier og applikationer, hvor trykstøbning dominerer
Trykstøbningens kombination af hastighed, præcision og netform-evne har gjort det til standardfremstillingsproces for en lang række produktkategorier på tværs af flere industrier.
- Automotive: Motorblokke (i nogle konfigurationer), transmissionshuse, oliepumpehuse, beslagsamlinger, dørhåndtag, spejlhuse, hjul (squeeze cast) og stadig større strukturelle krop-i-hvide komponenter. Automotive er det største enkeltmarked for trykstøbning og tegner sig for over 50 % af den nordamerikanske produktion målt i værdi.
- Forbrugerelektronik: Bærbar computer og tablet chassis, smartphone interne rammer, kamerahuse og kølepladestrukturer drager fordel af aluminiums kombination af lethed, termisk ledningsevne og strukturel stivhed.
- Industrielt udstyr: Gearhuse, pumpehuse, motorhuse og ventilhuse produceres i store volumener med ensartet vægtykkelse og tryktæt integritet.
- Telekommunikationsinfrastruktur: 5G-basestationskabinetter og varmestyringskomponenter bruger trykstøbning af aluminium for sin kombination af EMI-afskærmning, termisk ydeevne og dimensionsstabilitet.
- VVS og VVS: Sprøjtestøbte fittings, ventiler og manifoldblokke af messing og aluminium installeres i millioner hvert år i bolig- og erhvervsbyggeri.
- Elværktøj og apparater: Motorhuse, gearkasser og strukturelle rammer til elværktøj, græsplæneudstyr og husholdningsapparater er afhængige af trykstøbning for snævre tolerancer og god overfladefinish ved høje produktionshastigheder.
Hvad kan du forvente med hensyn til tolerancer, overfladefinish og leveringstid
Købere og ingeniører, der specificerer trykstøbte dele, har brug for realistiske forventninger til, hvad processen kan og ikke kan levere uden sekundære operationer.
Dimensionstolerancer
Trykstøbning opnår snævrere tolerancer end sandstøbning eller permanent formstøbning, men det er ikke en præcisionsbearbejdningsproces. Støbte tolerancer på ±0,003 til ±0,005 tommer pr. tomme er typiske for aluminium. Egenskaber, der kræver strammere kontrol - lejeboringer, gevindhulspositioner, matchende overflader - kræver CNC-bearbejdning efter støbning. The North American Die Casting Association (NADCA) udgiver detaljerede tolerancestandarder, der er industrireferencen for specificering af trykstøbte dele.
Overfladefinish
Støbte overflader på trykstøbt aluminium er typisk i området 63–125 Ra mikrotommer (1,6–3,2 Ra mikrometer), hvilket er glat nok til de fleste funktionelle og kosmetiske formål uden yderligere efterbehandling. Zinkstøbegods kan opnå endnu finere støbte overflader og tage galvanisering direkte, hvilket gør dem foretrukne til dekorativt hardware, der vil være forkromet eller forniklet.
Tooling Lead Time og Del Lead Time
Værktøjsfremstilling til en moderat kompleks aluminiumsstøbeform tager typisk 8 til 14 uger fra designgodkendelse til første skud. Simple værktøjer kan færdiggøres hurtigere; store, multi-kavitets eller komplekse matricer kan tage 16-20 uger. Når først værktøj er bevist og i produktion, afhænger leveringstider for dele af kørselsmængder og tidsplan, men er normalt 3-6 uger for standardordrer. Højvolumen dedikerede linjer kan sende dele med kortere varsel, når produktionsplanen er etableret.