Kan 6061 aluminium støbes? Det direkte svar
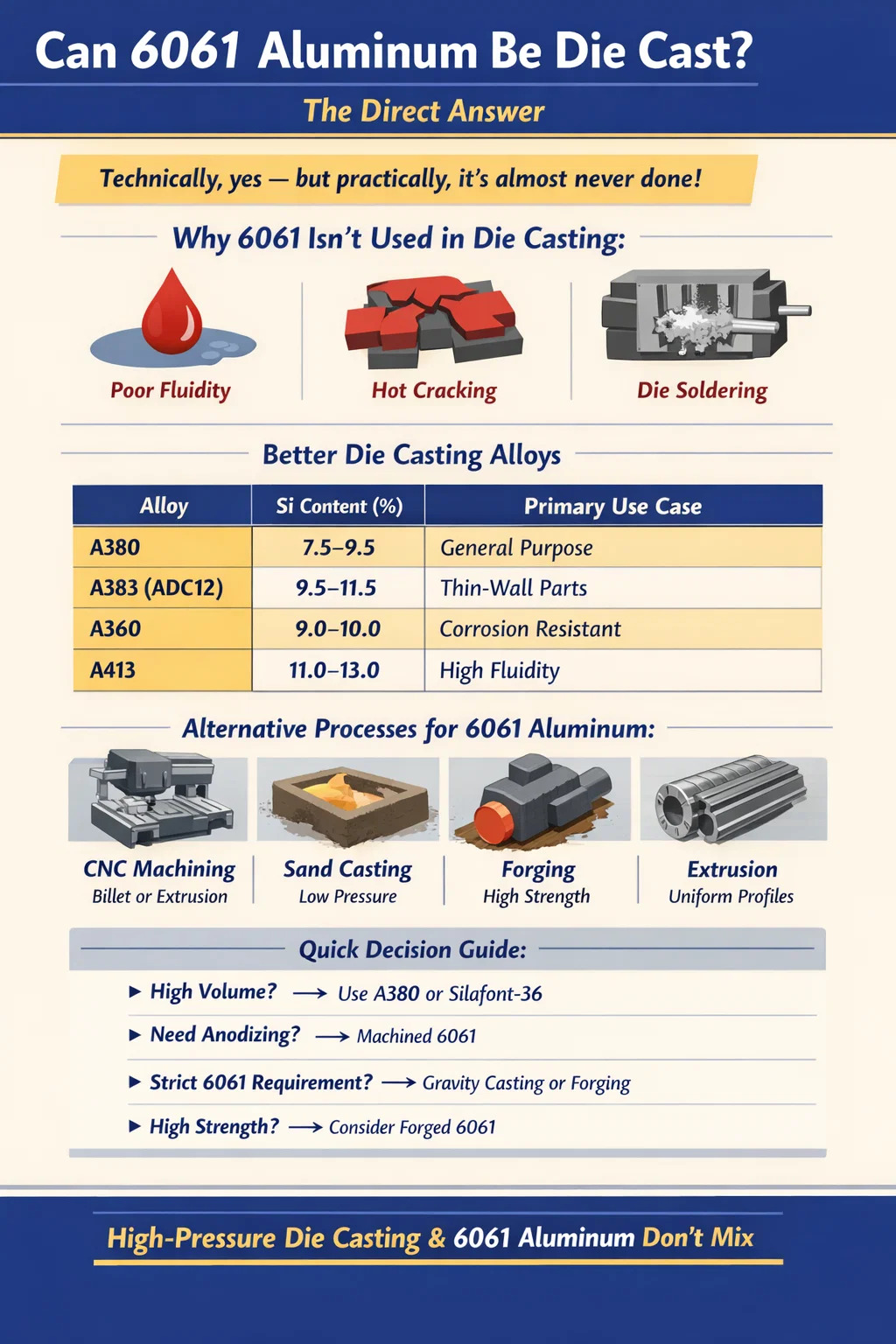
Teknisk set, ja - men i praktisk fremstilling, 6061 aluminium bruges næsten aldrig til trykstøbning , og de fleste trykstøbeanlæg vil fraråde det. Årsagen kommer ned til legeringskemi. 6061 er en bearbejdet aluminiumslegering, hvilket betyder, at den blev konstrueret specifikt til processer som ekstrudering, valsning og smedning - ikke til indsprøjtning i stålmatricer under højt tryk. Dets magnesium- og siliciumindhold, selv om det er fremragende til strukturel ydeevne efter varmebehandling, skaber alvorlige problemer i trykstøbningsmiljøet: dårlig flydeevne, varme revnedannelsestendenser og problemer med matricelodning, der øger skrotmængderne og værktøjsomkostningerne.
De aluminiumslegeringer, der dominerer trykstøbning industrien er specialdesignet til processen. A380, A383, A360 og ADC12 tegner sig for det overvældende flertal af aluminiumsstøbegods på verdensplan, netop fordi deres siliciumindhold - typisk mellem 8% og 12% - giver dem den smeltefluiditet, termiske adfærd og størkningsegenskaber, som trykstøbning kræver. 6061 indeholder kun 0,4%-0,8% silicium , langt under den nødvendige tærskelværdi for pålidelig trykstøbning med stort volumen.
Denne artikel forklarer, hvorfor 6061 opfører sig, som den gør ved trykstøbning, hvilke alternativer der findes, og i hvilke scenarier valg af en anden legering - eller en helt anden proces - vil give bedre resultater til lavere omkostninger.
Forståelse af 6061 Aluminium: Legeringssammensætning og dens implikationer
6061 aluminium er en 6xxx-serie legering, hvilket betyder, at dens primære legeringselementer er magnesium (Mg) og silicium (Si). Standardsammensætningsområdet er som følger:
| Element | Sammensætningsområde (%) | Rolle i legering |
|---|---|---|
| Silicium (Si) | 0,40 – 0,80 | Forstærkning via Mg2Si-udfældninger |
| Magnesium (Mg) | 0,80 – 1,20 | Primært forstærkende element |
| Kobber (Cu) | 0,15 – 0,40 | Yderligere styrke, reducerer korrosionsbestandigheden lidt |
| Chrom (Cr) | 0,04 – 0,35 | Kornstrukturkontrol |
| Jern (Fe) | Max 0,70 | Tilfældig; kontrolleret som urenhed |
| Aluminium (Al) | Saldo (~96-99) | Uædle metal |
Kombinationen af Mg og Si danner magnesiumsilicid (Mg₂Si) bundfald under varmebehandling (T4 eller T6 temperament), hvilket er det, der giver 6061-T6 dens velkendte trækstyrke på ca. 310 MPa (45.000 psi) . Denne udfældningshærdningsreaktion er en af legeringens største fordele - men det er en efterbehandlingsfordel, ikke en støbefordel.
I modsætning hertil betyder det lave siliciumindhold, at den smeltede legering har en høj viskositet og et snævert størkningsområde. Når det hældes eller sprøjtes ind i en matrice, flyder det ikke let ind i tynde vægge eller komplekse geometrier. Resultatet er ufuldstændige fyldninger, kolde lukninger og porøsitet - defekter, der er særligt problematiske for strukturelle eller tryktætte trykstøbte dele.
Hvorfor 6061 klarer sig dårligt i støbeprocessen
Trykstøbning er en højtryks- og højhastighedsproces. Smeltet aluminium sprøjtes ind i en stålmatrice ved tryk, der typisk spænder fra 10.000 til 30.000 psi (69 til 207 MPa) , ved påfyldningstider målt i millisekunder. Legeringen skal flyde øjeblikkeligt gennem løbere og porte, fylde tynde sektioner fuldstændigt og størkne forudsigeligt. 6061 opretter flere fejlpunkter i dette miljø.
Dårlig smeltevæske
Fluiditeten i aluminiumstøbelegeringer er i høj grad styret af siliciumindholdet. Silicium sænker smeltepunktet, udvider væske-faststof-temperaturvinduet og reducerer overfladespændingen i smelten. Trykstøbelegeringer som A380 indeholder omkring 8,5% silicium. 6061 indeholder mindre end 1%. I fluiditetstest (f.eks. spiralfluiditetstest) fylder A380 konsekvent to til tre gange længden, som en 6061-smelte vil under de samme betingelser. Tyndvæggede sektioner under 2 mm bliver stort set umulige at fylde pålideligt med 6061.
Varm revnedannelse under størkning
6061 har et bredt størkningsområde - afstanden mellem liquidus (~652°C) og solidus (~582°C) er cirka 70°C. Under denne halvfaste fase er legeringen sårbar over for varm rivning: Det delvist størknede skelet trækker sig sammen, men flydende metal kan ikke flyde hurtigt nok gennem de resterende kanaler til at kompensere. Resultatet er interne revner. Trykstøbelegeringer med højt silicium har snævrere størkningsområder , hvilket betyder, at metallet går hurtigere og mere ensartet fra flydende til fast stof, hvilket dramatisk reducerer risikoen for varm revnedannelse.
Dyselodning og værktøjsskader
Matricelodning opstår, når aluminium binder til overfladen af stålmatricen. Jernindholdet i matricen reagerer med aluminium i smelten for at danne jern-aluminium intermetalliske forbindelser (Fe-Al IMC'er) ved matriceoverfladen. Silicium fungerer som en buffer - det reagerer fortrinsvis med jern for at danne Fe-Si-faser, der er mindre klæbende og lettere at frigive. Fordi 6061 har et lavt indhold af silicium, er det langt mere tilbøjeligt til at lodde på matricefladen. Dette øger udstødningskræfterne, forårsager overfladedefekter på støbningen og fremskynder matriceerosion. Levetiden for 6061 i trykstøbningsforsøg er blevet rapporteret at være væsentligt kortere sammenlignet med standard trykstøbelegeringer.
Varmebehandlingskomplikationer
En af 6061's hovedattraktioner er dens reaktion på T6 varmebehandling, som hæver trækstyrken fra cirka 125 MPa (18.000 psi) i udglødet tilstand til omkring 310 MPa (45.000 psi). Men trykstøbte dele - selv i kompatible legeringer - er notorisk vanskelige at varmebehandle, fordi den hurtige størkning i formen fanger gasporøsitet. Når en porøs trykstøbning er opløsningsvarmebehandlet ved temperaturer omkring 530°C, udvider den indespærrede gas sig og forårsager blærer på overfladen. 6061 trykstøbegods ville stå over for det samme problem, mens de også allerede har lidt af flydende og revneproblemer under støbning. Nettoresultatet er, at den formodede styrkefordel ved 6061 alligevel ikke kan realiseres pålideligt gennem trykstøbning.
Hvilke aluminiumslegeringer bruges faktisk til trykstøbning
Trykstøbeindustrien har sat sig på en kort liste over aluminiumslegeringer, der konsekvent leverer pålidelige resultater af høj kvalitet. Det er vigtigt at forstå disse alternativer, når man skal vurdere, om man skal forfølge trykstøbning for en del, der oprindeligt blev designet omkring 6061.
| Legering | Si-indhold (%) | UTS (MPa) | Primær brugssag |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | Generelle formål; mest udbredte trykstøbelegering globalt |
| A383 (ADC12) | 9.5 – 11.5 | ~310 | Komplekse tyndvæggede dele; bedre fluiditet end A380 |
| A360 | 9,0 – 10,0 | ~317 | Tryktæthed, korrosionsbestandighed |
| A413 | 11.0 – 13.0 | ~296 | Højeste fluiditet; hydrauliske komponenter, indviklede støbegods |
| Silafont-36 (Al-Si-Mg) | 9.5 – 11.5 | Op til ~350 (T5/T7) | Strukturelle støbegods til bilindustrien; varmebehandles |
| 6061 | 0,40 – 0,80 | 310 (T6, bearbejdet) | Ekstrudering, smedning, bearbejdning - ikke trykstøbning |
Alene A380 tegner sig for et skøn 60 % eller mere af alle trykstøbegods i aluminium produceret i Nordamerika . Dens kombination af gode mekaniske egenskaber, fremragende støbeevne og rimelige omkostninger gør det til industriens standard. Når designere har brug for varmebehandlet trykstøbt aluminium med højere styrke, henvender de sig i stigende grad til legeringer som Silafont-36 eller Aural-2, som er konstrueret fra bunden til at kombinere god trykstøbeadfærd med evnen til at reagere på ældningshærdning - noget 6061 ikke kan levere i en trykstøbt form.
Når ingeniører specificerer 6061 og hvorfor de skifter
I mange produktudviklingsscenarier specificerer ingeniører 6061 tidligt i et projekt, fordi de er fortrolige med det, eller fordi prototyper blev bearbejdet fra 6061 billet. Når produktionsmængderne stiger, og trykstøbning bliver attraktiv for omkostningsreduktion, bliver spørgsmålet om, hvorvidt 6061 skal beholdes, et reelt beslutningspunkt. Det typiske resultat er et skift til en mere kompatibel trykstøbelegering, men logikken er værd at undersøge i detaljer.
Krav til mekanisk ejendom
Ingeniører specificerer ofte 6061-T6 for dens trækstyrke på cirka 310 MPa og flydespænding på 276 MPa. Spørgsmålet er, om disse egenskaber faktisk er påkrævet af ansøgningen, eller om de er udvalgt konservativt baseret på kendskab. Trykstøbt A380 opnår en UTS på omkring 317 MPa, meget tæt på 6061-T6, og en flydespænding på omkring 159 MPa. Til applikationer, hvor flydespænding er den kritiske parameter - såsom strukturelle beslag eller bærende huse - kan A380 komme til kort, og ingeniøren har to muligheder: designe geometrien med yderligere vægtykkelse for at kompensere, eller skift til en varmebehandlelig trykstøbelegering som Silafont-36, som kan nå 240 ydelsesstyrker/T755-behandling efter behandling.
Korrosionsbestandighed
6061 er kendt for god korrosionsbestandighed, især i marine og udendørs miljøer. A380 indeholder højere kobberindhold (op til 3,5%), hvilket reducerer dens korrosionsbestandighed sammenlignet med 6061. Hvis en del skal modstå saltspray eller bruges i et kystmiljø uden belægning, kan A380 kræve en overfladebehandling. A360 er en alternativ trykstøbelegering med lavere kobber, der giver bedre korrosionsbestandighed, og den specificeres ofte, når anodiserings- eller chromatkonverteringsbelægninger er en del af processen.
Anodisering og overfladebehandling
6061 anodiserer usædvanligt godt. Sammensætningen med lavt jernindhold og lavt kobberindhold producerer et klart, konsistent anodisk oxidlag. Trykstøbelegeringer, især dem med højt siliciumindhold, anodiserer dårligt - siliciumpartiklerne forbliver uanodiserede og fremstår som mørkegrå eller sorte pletter i oxidlaget, hvilket gør dekorativ lys anodisering næsten umulig. Hvis delen kræver klar eller farvet anodisering af æstetiske årsager, er trykstøbning den forkerte proces uanset legeringen. Sandstøbning eller gravitations permanent formstøbning med 6061 eller lignende smede-sammensætningslegeringer, efterfulgt af T6-behandling, er den bedste vej for anodiserede dele ved moderate volumener.
Bearbejdelighed
6061 er en fornøjelse at bearbejde. Den producerer rene spåner, holder snævre tolerancer og accepterer gevindskæring og bankning godt. Trykstøbelegeringer er generelt sværere ved skærende værktøjer på grund af deres slibende siliciumindhold, selvom A380 forbliver ret bearbejdelig efter trykstøbte standarder. Hvis der kræves betydelig efterbearbejdning efter støbning - for eksempel præcisionsboringer, gevindskårne skær eller snævre fladhedstolerancer - skal dette indregnes i den samlede procesomkostningssammenligning mellem trykstøbning med A380 og alternative processer, der bruger 6061.
Alternative fremstillingsprocesser for 6061 aluminium
Da 6061 ikke er velegnet til trykstøbning, bør ingeniører, der har brug for 6061's materialeegenskaber, overveje følgende fremstillingsprocesser, hver med sine egne afvejninger med hensyn til geometrikapacitet, overfladefinish, omkostninger og volumenskalerbarhed.
CNC-bearbejdning fra Billet eller ekstrudering
For små til mellemstore volumener - typisk under 1.000 dele pr. år - er bearbejdning af 6061 billet eller ekstruderingsmateriale ofte den mest omkostningseffektive tilgang. 6061 maskiner ved høje hastigheder med fremragende værktøjslevetid. En kompetent CNC-butik kan rutinemæssigt holde tolerancer på ±0,025 mm (±0,001 in). Begrænsningen er materialespild (køb-til-fly-forhold kan være høje for komplekse dele) og cyklustid for indviklede geometrier. Ved højvolumenproduktion overstiger omkostningerne pr. del ved bearbejdning hurtigt omkostningerne ved støbning.
Sandstøbning og Permanent Formstøbning
6061 kan sandstøbes eller tyngdekraftfødes i permanente forme. Disse processer involverer lavere injektionstryk end trykstøbning, hvilket giver legeringen tid til at fylde formen. Sandstøbning 6061 praktiseres i rumfarts- og forsvarsindustrien , hvor materialecertificeringskrav kræver legeringssammensætning og varmebehandlingsrespons frem for at tillade substitution med en standard trykstøbelegering. Flydestyrken for T6-behandlet 6061-sandstøbegods falder typisk i området 220-260 MPa, noget under det bearbejdede tal, men tilstrækkeligt til mange strukturelle anvendelser. Værktøjsomkostninger til sandstøbning er lave (under $5.000 i mange tilfælde), hvilket gør det levedygtigt ved volumener fra en enkelt prototype til flere tusinde dele om året.
Smedning
6061 er en af de mest almindeligt smedede aluminiumslegeringer. Smedning justerer kornstrukturen langs delens spændingslinjer, hvilket giver mekaniske egenskaber, der overstiger både støbte og bearbejdede dele. Smedet 6061-T6 kan opnå trækstyrker på 330–350 MPa og udbyttegrænser på 295–310 MPa — væsentligt højere end standardspecifikationen for smedeplader. Luftfartskonstruktionskomponenter, cykelkomponenter og bilophængsdele er ofte smedet fra 6061. Ulempen er, at smedematricer er dyre (ofte $20.000-$80.000 pr. matricesæt), og processen er bedst egnet til dele med relativt enkel geometri og ingen underskæringer.
Ekstrudering
Ekstrudering er velsagtens 6061's oprindelige proces. Legeringen strømmer gennem en matrice for at producere lange, konstante tværsnitsprofiler ved høj hastighed. Ekstruderingsmatricer koster $500-$3.000 for simple profiler, hvilket gør denne proces tilgængelig selv ved lave volumener. Komplekse tværsnit med hule kamre er opnåelige. Sekundære operationer som savning til længde, stansning, boring og bukning gør ekstruderet 6061 til færdige strukturelle komponenter. Begrænsningen er, at tværsnittet skal være ensartet i længden - ekstrudering kan ikke producere den tredimensionelle kompleksitet, som trykstøbning opnår.
Thixocasting og Rheocasting (halvfast behandling)
Semi-solid metal (SSM) behandling er en niche, men relevant mulighed. Ved thixocasting opvarmes en specialfremstillet billet af 6061 med en thixotrop mikrostruktur til det halvfaste område og sprøjtes ind i en matrice. Fordi materialet er delvist solidt, flyder det mere forudsigeligt med mindre turbulens og mindre porøsitet end konventionel trykstøbning. Forskningsundersøgelser har vist det thixocast 6061-T6 kan opnå trækstyrker på 280–310 MPa , meget tæt på det bearbejdede benchmark. Begrænsningen er omkostningerne: Billetforberedelsesprocessen (SIMA- eller MHD-metoder) øger omkostningerne, og procesvinduet er smalt, hvilket kræver stram temperaturkontrol. SSM-behandling af 6061 bruges i bil- og rumfartskomponenter, hvor mekanisk ydeevne og kompleks geometri skal eksistere side om side, men det er ikke en almindelig produktionsproces.
Højtryksstøbning vs. lavtryks- og tyngdekraftsprocesser: Indvirkning på 6061-levedygtighed
Det er værd at skelne mellem de forskellige støbeprocesfamilier, fordi udfordringerne med 6061 varierer betydeligt afhængig af fyldtryk og hastighed.
- Højtryks trykstøbning (HPDC) : Indsprøjtningstryk på 10.000–30.000 psi, påfyldningstider på 10–100 ms. 6061 er fuldstændig uegnet. Kombinationen af lav fluiditet, modtagelighed for varm revnedannelse og matricelodning gør pålidelig produktion umulig i kommerciel skala.
- Lavtryks trykstøbning (LPDC) : Tryk på 5–15 psi (0,03–0,1 MPa), meget langsommere påfyldningshastigheder. 6061 klarer sig bedre her. LPDC bruges til hjulfremstilling og nogle strukturelle støbegods til biler. Den langsommere fyldning reducerer turbulens og gør det muligt for nogle legeringer med lavere fluiditet at fungere acceptabelt. 6061 kan lavtryksstøbes med korrekt temperaturstyring, selvom det kræver omhyggelig proceskontrol.
- Gravity permanent form (GPM / kølestøbning) : Intet påført tryk; metallet fyldes af tyngdekraften. Dette er den mest tilgivende støbeproces for 6061 med hensyn til legeringskompatibilitet. GPM støbegods i 6061 kan pålideligt T6 varmebehandles og opnå nyttige strukturelle egenskaber. Overfladefinish og dimensionskonsistens er ringere end HPDC, men processen er langt mere tilgængelig for denne legering.
- Vakuum-assisteret trykstøbning : En variant af HPDC, hvor et vakuum trækkes på matricehulrummet før injektion for at reducere porøsiteten. Mens vakuumassistance forbedrer deltætheden og muliggør varmebehandling i standard trykstøbelegeringer, løser den ikke de fundamentale problemer med fluiditet eller varmerevner forbundet med 6061 i en HPDC-sammenhæng.
Den praktiske takeaway er, at hvis trykstøbning specifikt betyder HPDC - hvilket det gør i de fleste industrielle samtaler - så bør 6061 undgås. Hvis lavtryks- eller gravitationsprocesser er inden for rammerne, bliver 6061 en levedygtig mulighed, især for strukturelle dele, der kræver T6 varmebehandling.
Omkostningssammenligning: Trykstøbning med A380 vs. alternative processer med 6061
Omkostninger er en af de mest almindelige drivkræfter bag spørgsmålet om, hvorvidt man skal støbe 6061 - typisk vil en designer have materialeegenskaberne for 6061, men økonomien ved støbning pr. del. Den følgende sammenligning anvender en repræsentativ bygningsdel med moderat kompleksitet som reference.
| Proces | Legering | Værktøjsomkostninger (ca.) | Pris pr. del ved 10k/år | Mulig varmebehandling? |
|---|---|---|---|---|
| HPDC | A380 | $30.000-$100.000 | $2-$8 | Begrænset (porøsitetsrisiko) |
| HPDC (strukturel) | Silafont-36 | $30.000-$100.000 | $3-$10 | Ja (vakuum-assisteret) |
| Tyngdekraft Perm. Skimmelsvamp | 6061 | $5.000-$20.000 | $8-$20 | Ja (T6 opnås) |
| Sandstøbning | 6061 | $1.000-$8.000 | $15-$40 | Ja (T6 opnås) |
| CNC bearbejdning | 6061 billet | $0-$5.000 (fastgørelse) | $20-$80 | Ja (forbehandlet lager) |
Dataene viser, at HPDC med A380 eller en strukturel trykstøbelegering leverer de laveste omkostninger pr. del ved høje volumener, men det kræver, at man accepterer et materiale, der ikke er 6061. Hvis 6061 virkelig er påkrævet - f.eks. på grund af rumfartsmaterialespecifikationer eller specifikke krav til korrosionscertificering - så er tyngdekraftsstøbning en økonomisk, økonomisk støbning eller en højere omkostning. til gengæld for den rigtige legering.
Nye alternativer: Smedet sammensætning trykstøbelegeringer
Industrien har ikke ignoreret efterspørgslen efter trykstøbt aluminium med egenskaber tættere på 6061. Adskillige legeringsudviklere og støberispecialister har introduceret legeringer designet til at bygge bro mellem standard trykstøbelegeringer og smedeseriesammensætninger. Disse er værd at vide om for ingeniører, der vurderer deres muligheder.
Castasil-37 (Al-Si-Mg, lavt jern)
Castasil-37 er udviklet af Rheinfelden Alloys og indeholder ca. 9-11% silicium med meget lavt jernindhold (under 0,15%) og kontrolleret magnesium. Dens lave jernindhold reducerer lodningstendensen dramatisk sammenlignet med standardlegeringer, og legeringen kan støbes til at producere tynde, komplekse sektioner. Den matcher ikke den fulde varmebehandlingsrespons på 6061, men dens egenskaber som støbt er konkurrencedygtige med mange applikationer, der ellers ville overveje 6061.
Aural-2 og Aural-5
Disse er primære aluminiumslegeringer udviklet specifikt til højintegritet, strukturelle trykstøbegods, især i bilindustrien, hvor kollisionsydelse kræver både høj styrke og høj duktilitet. Aural-2 opnår forlængelsesværdier på 10-15 % i T7-tilstanden , som kan sammenlignes med 6061-T6. Disse legeringer kan trykstøbes ved hjælp af vakuum-assisteret HPDC og derefter varmebehandles uden væsentlig blæredannelse, hvilket repræsenterer den nærmeste tilgængelige tilnærmelse til 6061 egenskaber i en trykstøbt form.
Hpdc-optimerede 6xxx-serie legeringer (forskningsstadiet)
Akademiske og industrielle forskningsgrupper har udviklet modificerede 6xxx-serielegeringer med forhøjede siliciumtilsætninger beregnet til at forbedre trykstøbeydelsen og samtidig bevare noget af den ældningshærdende respons. Disse er endnu ikke kommercielt etableret i skala, men pilotproduktionsresultater offentliggjort i tidsskrifter som Journal of Materials Processing Technology tyder på, at legeringer med 3-5% Si og balancerede Mg-tilsætninger kan opnå trækstyrker på 280-300 MPa efter T5-behandling fra HPDC. Dette er fortsat et aktivt udviklingsområde snarere end en klar produktionsmulighed.
Praktisk beslutningsvejledning: Vælg mellem 6061 og trykstøbelegeringer
Den følgende beslutningsramme er beregnet til at hjælpe ingeniører og produktdesignere med hurtigt at identificere den rigtige vej til deres specifikke situation.
- Hvis dit årlige volumen overstiger 5.000 dele og geometriens kompleksitet er høj, trykstøbning med A380 eller en strukturel legering er næsten helt sikkert den rigtige proces - revurder, om 6061-egenskaber virkelig er nødvendige eller blot er velkendte.
- Hvis der kræves dekorativ anodisering til den færdige del, er trykstøbning den forkerte proces. Brug ekstrudering eller bearbejdet 6061 med passende overfladebehandling.
- Hvis der kræves en flydespænding over 200 MPa fra den støbte del, skal du evaluere vakuum-assisteret HPDC med Silafont-36 eller Aural-2, før du tyer til en gravitations-støbeproces med 6061.
- Hvis legeringsspecifikationen er fastsat af en kunde, tilsynsmyndighed eller luftfartsstandard med henvisning til 6061, skal den ikke erstattes. Brug gravitationsstøbning, sandstøbning eller smedning.
- Hvis volumen er under 1.000 dele om året og geometrien tillader det, vil CNC-bearbejdning fra 6061-T6-lager give de bedste mekaniske egenskaber med den laveste værktøjsinvestering.
- Hvis vægtbesparelser og strukturel effektivitet er de primære drivkræfter, skal du overveje, om smedet 6061 er berettiget - smedegods kan reducere delvægten med 15-30 % sammenlignet med en tilsvarende støbt del, fordi det overlegne styrke-til-vægt-forhold tillader tyndere sektioner.
Intet enkelt svar passer til hvert produkt. Men den konsekvente industrikonsensus er klar: Forsøg ikke højtryksstøbning med 6061 aluminium, hvis pålidelige resultater i produktionskvalitet er målet. Det metallurgiske misforhold mellem 6061's sammensætning og kravene til trykstøbeprocessen er ikke en teknisk udfordring, der skal overvindes gennem procesoptimering – det er et grundlæggende materialevalgsproblem, der bedst løses ved at vælge den rigtige legering til den rigtige proces fra starten.