De to grundlæggende metoder til trykstøbning: varmt kammer og koldt kammer
De to grundlæggende metoder til trykstøbning er varmkammer trykstøbning og koldkammer trykstøbning . Disse to processer deler det samme grundlæggende mål - at tvinge smeltet metal ind i en hærdet stålmatrice under højt tryk for at producere præcise, repeterbare dele - men de adskiller sig væsentligt i, hvordan metallet smeltes, håndteres og injiceres. Hvis du vælger den forkerte metode til din legerings- eller delegeometri, kan det resultere i dårlig fyldning, overdreven porøsitet, for tidligt matriceslid og dyre skrotmængder. At forstå, hvad der adskiller disse to metoder, er udgangspunktet for enhver seriøs trykstøbningsbeslutning.
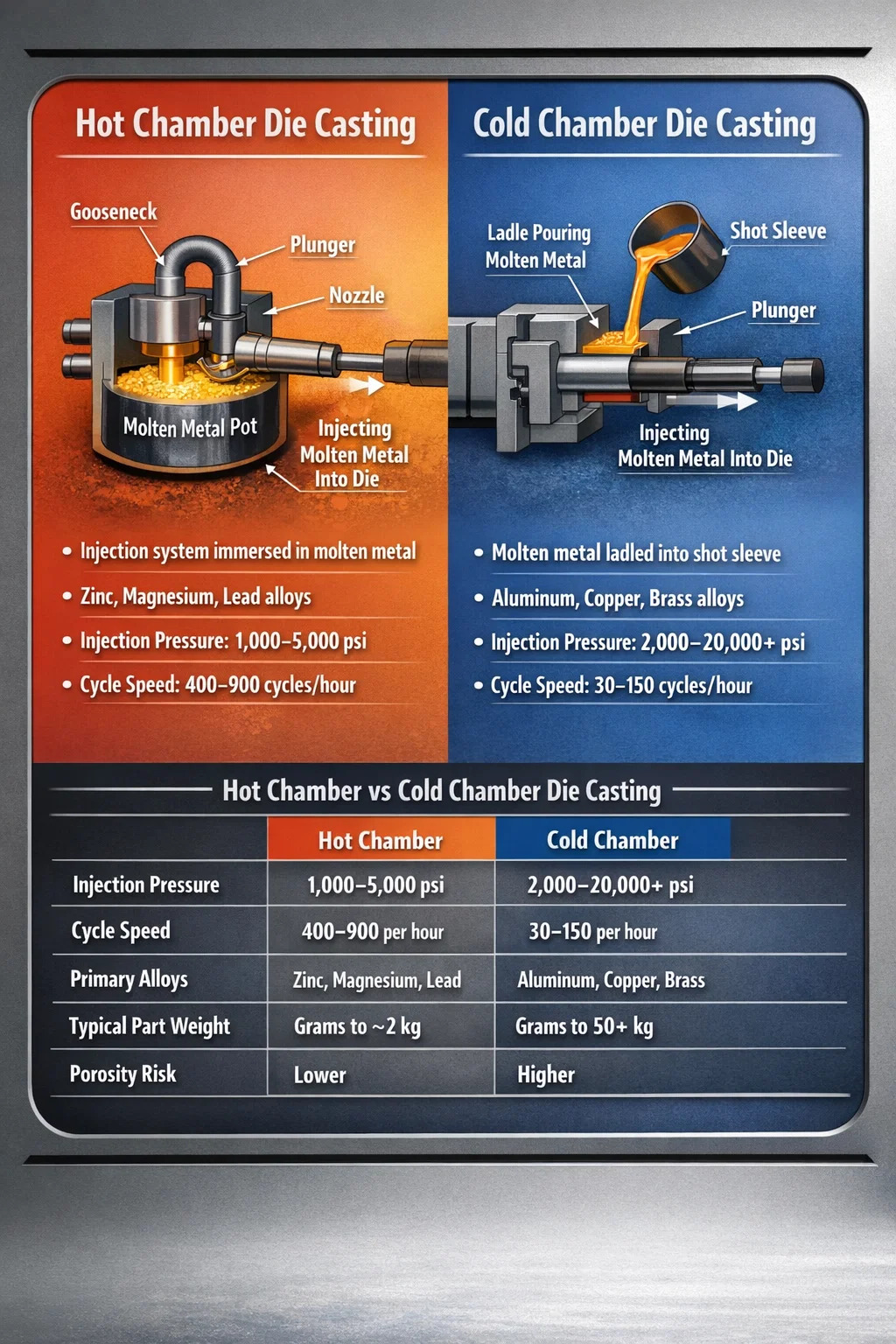
I varmt kammer trykstøbning , er injektionsmekanismen nedsænket direkte i det smeltede metalbad. Maskinen trækker metal ind i cylinderen automatisk og sprøjter det ind i matricen i en kontinuerlig, hurtig cyklus. Ved koldkammertrykstøbning smeltes metallet i en separat ovn og hældes derefter - manuelt eller automatisk - ind i en skudhylster før hver injektionscyklus. Hver metode har specifikke legeringer, den håndterer godt, specifikke trykområder, den opererer inden for, og specifikke produktionsvolumener, hvor det giver økonomisk mening.
Varmt kammer Die Casting: Sådan fungerer processen
Varmt kammer trykstøbning - nogle gange kaldet svanehalsstøbning - holder injektionssystemet permanent nedsænket i en gryde med smeltet metal. Kernekomponenterne er en svanehalsformet metalkanal, et stempel og en dyse, der sidder direkte mod matricen. Når stemplet trækkes tilbage, strømmer smeltet metal gennem en port ind i svanehalsen. Når stemplet fremføres, forsegler det porten og tvinger metallet gennem dysen og ind i matricehulrummet ved tryk, der typisk strækker sig fra 1.000 til 5.000 psi (7 til 35 MPa) .
Fordi metallet aldrig forlader det opvarmede system mellem skud, er cyklussen ekstremt hurtig. Varme kammer maskiner rutinemæssigt opnå 400 til 900 cyklusser i timen til små dele, hvilket gør dem velegnede til højvolumenproduktion af komponenter som elektriske stik, karburatorhuse, låsebeslag og legetøjsdele. Elimineringen af det separate øsetrin reducerer både cyklustiden og risikoen for temperaturvariationer mellem skud.
Legeringer kompatible med varmkammerstøbning
Varmt kammer trykstøbning er begrænset til lavsmeltende legeringer, der ikke angriber eller opløser jern- og stålkomponenterne i injektionssystemet. De mest almindelige materialer er:
- Zinklegeringer (Zamak 2, 3, 5, 7) - langt den mest udbredte, med smeltepunkter omkring 380-420°C
- Magnesiumlegeringer (AZ91D, AM60) — bruges i stigende grad i varmekammersystemer med specialiserede maskindesign
- Bly og tinlegeringer - bruges i specialiserede lavvolumenapplikationer
Aluminium, kobber og messing kan ikke behandles i varmekammermaskiner. Deres højere smeltetemperaturer - aluminium smelter omkring 660 °C, messing omkring 900 °C - ville hurtigt opløse de jernbaserede komponenter i svanehalsen og stemplet, ødelægge maskinen og forurene smelten inden for timer efter drift.
Maskintonnage og delstørrelse i varmekammeroperationer
Varmkammermaskiner fås generelt i spændekræfter fra under 5 tons op til cirka 900 tons , selvom størstedelen af varmekammerarbejdet udføres på maskiner i intervallet 5 til 400 tons. Delvægte til zinkstøbegods løber typisk fra nogle få gram op til ca. 2 kg, selvom tungere dele er mulige på større maskiner. De tynde vægge, der kan opnås med zink - rutinemæssigt ned til 0,5 mm i præcisionsværktøjer - gør varmkammerstøbning til den første proces for miniaturiserede, detaljerede komponenter.
Kølekammer Die Casting: Sådan fungerer processen
Koldkammer trykstøbning adskiller smelteovnen fuldstændigt fra injektionssystemet. Metal smeltes i en ekstern holdeovn og overføres derefter - med manuel øse, automatisk øse eller elektromagnetisk pumpe - til en vandret eller lodret skudmuffe. Når først det korrekte metalvolumen er i ærmet, fremføres indsprøjtningsstemplet og tvinger metallet ind i matricen ved tryk, der er væsentligt højere end udstyr med varmt kammer: typisk 2.000 til 20.000 psi (14 til 140 MPa) , med nogle højtryksoperationer, der overstiger dette område for tyndvæggede aluminiumsdele.
Adskillelsen af ovnen fra maskinen betyder, at injektionskomponenterne ikke kontinuerligt udsættes for smeltet metal. De udsættes kun i det korte øjeblik af skuddet, hvilket tillader brugen af metaller, der ville ødelægge et varmt kammersystem. Afvejningen er en langsommere cyklustid - de fleste kolde kammeroperationer kører kl 30 til 150 skud i timen afhængig af delvægt, vægtykkelse og legering - og yderligere procestrin, der kan introducere temperaturvariationer, hvis de ikke kontrolleres nøje.
Legeringer brugt i koldkammer trykstøbning
Koldkammer trykstøbning håndterer en bred vifte af legeringer med højere smeltetemperaturer, herunder:
- Aluminiumslegeringer (A380, A383, A360, ADC12) - det dominerende materiale i koldkammerarbejde, der bruges i bilindustrien, rumfart og forbrugerelektronik
- Kobberlegeringer og messing - bruges til VVS-komponenter, elektriske konnektorer og marine hardware, hvor korrosionsbestandighed og styrke har betydning
- Magnesium legeringer (AZ91D, AM50) - mere og mere almindelig i kolde kammer til store strukturelle dele, selvom magnesium også kan behandles i varme kammersystemer
- Siliciumtombak og specielle kobberbaserede legeringer — bruges i nichepræcisionsapplikationer
Aluminiumslegering A380 er den mest udbredte trykstøbelegering i verden, og stort set det hele behandles gennem koldkammermaskiner. Den tilbyder en fremragende kombination af støbeevne, mekanisk styrke (trækstyrke på ca. 317 MPa), korrosionsbestandighed og omkostninger, hvilket er grunden til, at den dominerer bilkonstruktionsstøbning, køleplader og motorhuse.
Maskintonnage og deleskala
Koldkammermaskiner skalerer væsentligt større end varmtkammerudstyr. Spændekræfterne varierer fra ca 150 tons op til 6.000 tons eller mere til de mega-støbemaskiner, der nu bruges i bilindustriens gigacasting-applikationer. En 4.000-tons koldkammerpresse, der bruges af en bilproducent, kan producere en komplet bagerste undervognssektion af et køretøj - en enkelt aluminiumsstøbning, der erstatter over 70 stemplede og svejsede ståldele - i et enkelt skud. Tesla populariserede denne tilgang med sin Giga Press-teknologi, og tilgangen er siden blevet vedtaget af flere OEM'er verden over.
Direkte sammenligning: Hot Chamber vs Cold Chamber Die Casting
Tabellen nedenfor opsummerer de kritiske forskelle mellem de to trykstøbemetoder på tværs af de parametre, der betyder mest i produktionsplanlægningen:
| Parameter | Hot Chamber | Cold Chamber |
|---|---|---|
| Indsprøjtningstryk | 1.000–5.000 psi | 2.000–20.000 psi |
| Cyklushastighed | 400–900 cyklusser/time | 30-150 cyklusser/time |
| Primære legeringer | Zink, magnesium, bly | Aluminium, kobber, messing, magnesium |
| Maskintonnageområde | 5-900 tons | 150–6.000 tons |
| Udsættelse for metaltemperatur for maskinen | Kontinuerlig | Kun pr. skud |
| Typisk delvægt | Gram til ~2 kg | Gram til 50 kg |
| Porøsitetsrisiko | Lavere (færre luftindblæsningsmuligheder) | Højere (kræver omhyggelig kontrol af skudprofilen) |
| Værktøjsomkostninger | Lav til moderat | Moderat til høj |
Overvejelser om formdesign, der er forskellige mellem de to metoder
Selve matricen - den hærdede H13 værktøjsstålform, som smeltet metal presses ind i - er konceptuelt ens i begge processer, men de tekniske krav er forskellige baseret på de involverede tryk og de termiske belastninger, der påføres.
Portdesign og løbesystemer
I varmt kammer dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 til 50 m/s .
Kølekammermatricer til aluminium kræver omhyggelig løbegeometri for at håndtere den højere viskositet af aluminium ved støbetemperatur og risikoen for for tidlig størkning under påfyldning. Porthastigheder for aluminium er typisk mål 40 til 60 m/s , og skudprofilen - langsom fase, hurtig fase og intensiveringstryk - skal programmeres præcist for at undgå turbulent fyldning, som er den primære drivkraft for porøsitet i aluminiumsstøbegods.
Termisk styring og Die Life
Begge typer matricer er afhængige af interne vand- eller oliekølekanaler til at håndtere varme, men koldkammeraluminiumsmatricer udsættes for højere termisk chok på grund af den større temperaturforskel mellem aluminiumsmelten (~680°C ved støbning) og formens overfladetemperatur (typisk holdt på 180-260°C). Denne termiske cykling er den primære drivkraft for varmetjek - netværket af fine overfladerevner, der til sidst forringer formens overfladekvalitet. Kølekammer H13 matricer til aluminium har typisk en levetid på 100.000 til 300.000 skud , mens varmkammer zinkmatricer kan løbe til 1 million skud eller mere før det kræver væsentlig omarbejdelse.
Porøsitet: Den vigtigste kvalitetsudfordring i begge metoder
Porøsitet - hulrum i støbegodset forårsaget af indespærret gas eller krympning - er den dominerende fejlbekymring ved trykstøbning, uanset hvilken metode der anvendes, men dens årsager og løsninger er forskellige mellem processer med varmt og koldt kammer.
I varmt kammer die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Ved trykstøbning i koldt kammer er den åbne skudmuffe den største kilde til luftindblanding. Efterhånden som stemplet bevæger sig frem, skal det skubbe en snert af luft, der er indeholdt i ærmet, foran metallet. Korrekt slow-shot hastighed - typisk 0,1 til 0,5 m/s under den første fase — tillader en bølge af metal at dannes og skubbe luften frem til overløbsbrøndene og ventilationsåbningerne, før hurtig-shot-injektion begynder. At få dette overgangspunkt forkert med selv et par millimeters stempelvandring kan resultere i 10 til 20 % højere porøsitetsniveauer i den færdige del. Vakuum-assisteret trykstøbning, som evakuerer matricehulrummet og skudmuffen før injektion, kan reducere porøsiteten i koldkammeraluminiumsdele til niveauer, der tillader varmebehandling og strukturel svejsning - egenskaber, der ikke er mulige med konventionelt støbt aluminiumsstøbegods.
Hvornår skal man vælge Hot Chamber Die Casting
Varmkammertrykstøbning er det rigtige valg, når følgende betingelser gælder:
- Delmaterialet er zink, magnesium eller en anden lavsmeltende legering, der er kompatibel med svanehalssystemet
- Produktionsvolumen er høj - generelt over 50.000 til 100.000 dele årligt for at retfærdiggøre værktøjsinvestering
- Delvægten er relativt lav, typisk under 1 til 2 kg for zink
- Dimensionspræcision er kritisk – zinkstøbning opnår rutinemæssigt tolerancer på ±0,05 mm på kritiske funktioner uden sekundær bearbejdning
- Tynde vægge er påkrævet - zink kan støbes til vægtykkelser under 0,5 mm i optimeret værktøj
- Kvaliteten af overfladefinish er en prioritet - zinkstøbegods har en fremragende støbt overflade, der er velegnet til direkte plettering eller maling uden omfattende forberedelse
Almindelige industrier, der anvender trykstøbning med varmt kammer, omfatter forbrugerelektronik (stik, beslag, hængsler), bilindustrien (låsekroppe, brændstofsystemkomponenter, sensorhuse), hardware (dørhåndtag, møbelbeslag) og legetøj og nyhedsartikler.
Hvornår skal man vælge Cold Chamber Die Casting
Koldkammer trykstøbning er den passende proces, når:
- Legeringen er aluminium, kobber, messing eller et materiale med højt smeltepunkt, der er uforeneligt med varmekammerudstyr
- Delstørrelse og vægt overskrider de praktiske grænser for udstyr med varmt kammer
- Strukturel ydeevne er påkrævet - aluminiumsstøbegods giver styrke-til-vægt-forhold betydeligt bedre end zink til lastbærende applikationer
- Korrosionsbestandighed i barske miljøer er nødvendig - aluminiums naturlige oxidlag giver beskyttelse, som zinklegeringer i nogle miljøer ikke kan matche uden belægning
- Anvendelsen er i drivlinjer til biler, rumfartsbeslag eller industrielt udstyr, hvor kombinationen af let vægt og strukturel integritet retfærdiggør de højere værktøjs- og maskinomkostninger
Større kolde kammer trykstøbning applikationer omfatter automotive transmissionshuse, motorblokke, elektriske køretøjer batterikabinetter, computer server chassis, hydrauliske ventilhuse og marine påhængsmotorkomponenter. Alene det globale trykstøbningsmarked for aluminium blev vurderet til over 50 milliarder USD i 2023 , hvilket afspejler dominansen af koldkammeraluminiumstøbning i moderne fremstilling.
Omkostningsstruktur: Værktøj, maskintid og økonomi pr. del
Økonomien ved trykstøbning afhænger i høj grad af, hvilken metode der anvendes, fordi de to processer har meget forskellige omkostningsprofiler.
Værktøjsomkostninger
Trykstøbeværktøj er dyrt uanset metode, fordi matricerne skal modstå millioner af trykcyklusser i et slibende, termisk krævende miljø. Varmkammer zink matricer til moderat komplekse dele koster typisk mellem $15.000 og $80.000 . Koldkammer aluminiumsmatricer til sammenlignelig kompleksitet koster mere - ofte $30.000 til $150.000 eller højere — fordi de højere indsprøjtningstryk kræver mere robust matricekonstruktion og mere kompleks kølekredsløbskonstruktion. Store strukturelle kolde kammer matricer til bilindustrien kan køre til $500.000 eller mere .
Pris pr. del og break-even volumen
Fordi trykstøbning har høje faste omkostninger (værktøj, opsætning) og relativt lave variable omkostninger pr. del (metal, maskintid, arbejdskraft), er begge metoder mest økonomiske ved store mængder. Nulpunktspunktet - hvor trykstøbning bliver billigere end alternativer som sandstøbning, investeringsstøbning eller bearbejdning fra emne - varierer efter delkompleksitet, men nås generelt et sted mellem 10.000 og 50.000 dele til varmkammerzink og 20.000 og 100.000 dele til koldkammeraluminium, afhængig af delstørrelse og funktionskompleksitet.
Materialeomkostninger er en anden differentiator. Zinklegering (Zamak 3) koster ca $2,00-$2,50 pr. kg til typisk industrikontraktpriser. Aluminiumslegering A380 løber tættere på $2,50-$3,50 pr. kg , men aluminiums lavere densitet (2,7 g/cm³ vs zinks 6,6 g/cm³) betyder, at for en given delvolumen bruger en aluminiumsstøbning langt mindre metal efter vægt, hvilket delvist udligner prisforskellen.
Nye variationer på de to kerne-støbningsmetoder
Mens varmt kammer og koldt kammer fortsat er de to grundlæggende trykstøbningsmetoder, er der udviklet adskillige procesvarianter for at imødegå specifikke begrænsninger for hver.
Vakuumstøbning
Anvendt på begge metoder, men især vigtigt for koldkammeraluminium, evakuerer vakuumtrykstøbning matricehulrummet og skudhylsteret før injektion, hvilket reducerer gasporøsiteten til niveauer, der tillader T5 og T6 varmebehandling. Dette gør strukturelle aluminiumsstøbegods svejsbare og velegnede til sikkerhedskritiske applikationer som bilsammenstødskonstruktioner og ophængskomponenter. Vakuum-assisterede koldkammermaskiner tilføjer omkostninger og kompleksitet, men kan reducere skrotmængderne med 30 til 50 % i porøsitetsfølsomme applikationer.
Semi-solid trykstøbning (thixocasting og rheocasting)
Halvfast metalstøbeprocesser - thixocasting og rheocasting - injicer metal i en halvfast, slamlignende tilstand i stedet for fuldt smeltet. Dette reducerer porøsiteten dramatisk, fordi metallet ikke bærer opløst gas på samme måde som fuldt flydende metal, og det ikke-turbulente fyldningsmønster fanger langt mindre luft. Halvfaste processer er bygget op omkring koldkammer maskinplatforme, men bruger modificerede haglprofiler og specialiseret billetforberedelse. Resultatet er støbegods med mekaniske egenskaber, der nærmer sig de smedede dele. Rheocast aluminium A356 dele opnår trækstyrker ovenfor 310 MPa med forlængelse på 10 % eller mere — væsentligt bedre end konventionelle A380 støbegods.
Squeeze Casting
Squeeze støbning - nogle gange klassificeret som en tredje trykstøbekategori - kombinerer trykstøbning og smedningsprincipper. Metal hældes i en åben matrice, derefter udøver et stempel tryk på 50 til 150 MPa efterhånden som metallet størkner, hvilket helt eliminerer krympningsporøsiteten. Processen bruger koldkammermaskineplatforme og producerer dele med næsten nul porøsitet og fremragende mekaniske egenskaber, men er langsommere og dyrere end konventionel koldkammerstøbning. Det bruges til luftfartskomponenter, bremsekalipre til biler og andre højstressanvendelser.
Sådan vælger du den rigtige trykstøbemetode for din del
Valg af den korrekte trykstøbeproces starter med legeringen, fordi legeringen er ikke til forhandling i de fleste designs. Hvis de tekniske krav kræver aluminium - for vægt, styrke eller termisk ydeevne - er koldt kammer den eneste praktiske mulighed i trykstøbning. Hvis zink er acceptabelt eller foretrukket på grund af dets præcision, tyndvæggede evne og pletteringskompatibilitet, bliver varmt kammer den hurtigere og billigere rute.
Efter valg af legering hjælper følgende spørgsmål med at indsnævre beslutningen:
- Hvad er den årlige mængde? Begge metoder kræver volumen for at være økonomisk, men koldkammeraluminium kræver mere volumen for at opveje højere værktøjsomkostninger.
- Hvad er delens vægt og den forventede skudvægt? Dele over 2 kg i zink er usædvanlige; dele over 5 kg i aluminium kan kræve meget store koldkammermaskiner.
- Er porøsitetsfølsomme træk til stede? Tryktætte hydrauliske passager eller strukturelle knudepunkter, der vil blive svejset, kræver vakuum-assisteret koldt kammer eller semi-solid behandling.
- Hvilken overfladefinish kræves? Zink-varmekammerstøbegods accepterer direkte galvanisering; aluminium koldt kammer støbegods er typisk pulverlakeret, anodiseret eller efterladt blottet.
- Hvad er driftsmiljøet? Forhøjede temperaturer over 150°C diskvalificerer zinklegeringer på grund af styrketab; aluminium klarer sig godt til 200–250°C afhængig af legering.
At arbejde igennem disse spørgsmål med et trykstøbestøberi under designfasen - før værktøjet er forpligtet - er den mest pålidelige måde at nå frem til den rigtige proces til din applikation. Design-for-manufacturing (DFM) gennemgang af en erfaren trykstøbeingeniør kan identificere trækvinkler, vægtykkelsesovergange og skillelinjepositioner, der påvirker hvilken maskintype og indsprøjtningsmetode, der vil levere den laveste skrothastighed og den længste matricelevetid for din specifikke delgeometri.