Det korte svar: Sandstøbning vinder på omkostninger, fleksibilitet og skala
Hvis du vælger mellem sandstøbning og trykstøbning, afhænger beslutningen af, hvad du faktisk har brug for. Sandstøbning er bedre end trykstøbning, når værktøjsbudgetterne er stramme, når dele er store eller geometrisk komplekse, når lave til mellemstore produktionsvolumener er involveret, eller når jernholdige metaller som stål og jern skal bruges. Trykstøbning udmærker sig ved højvolumenproduktion af små, tyndvæggede aluminium- eller zinkdele, hvor overfladefinish og dimensionskonsistens er kritisk. Men til en bred vifte af industri-, ingeniør- og prototypeapplikationer er sandstøbning det mere praktiske og økonomiske valg.
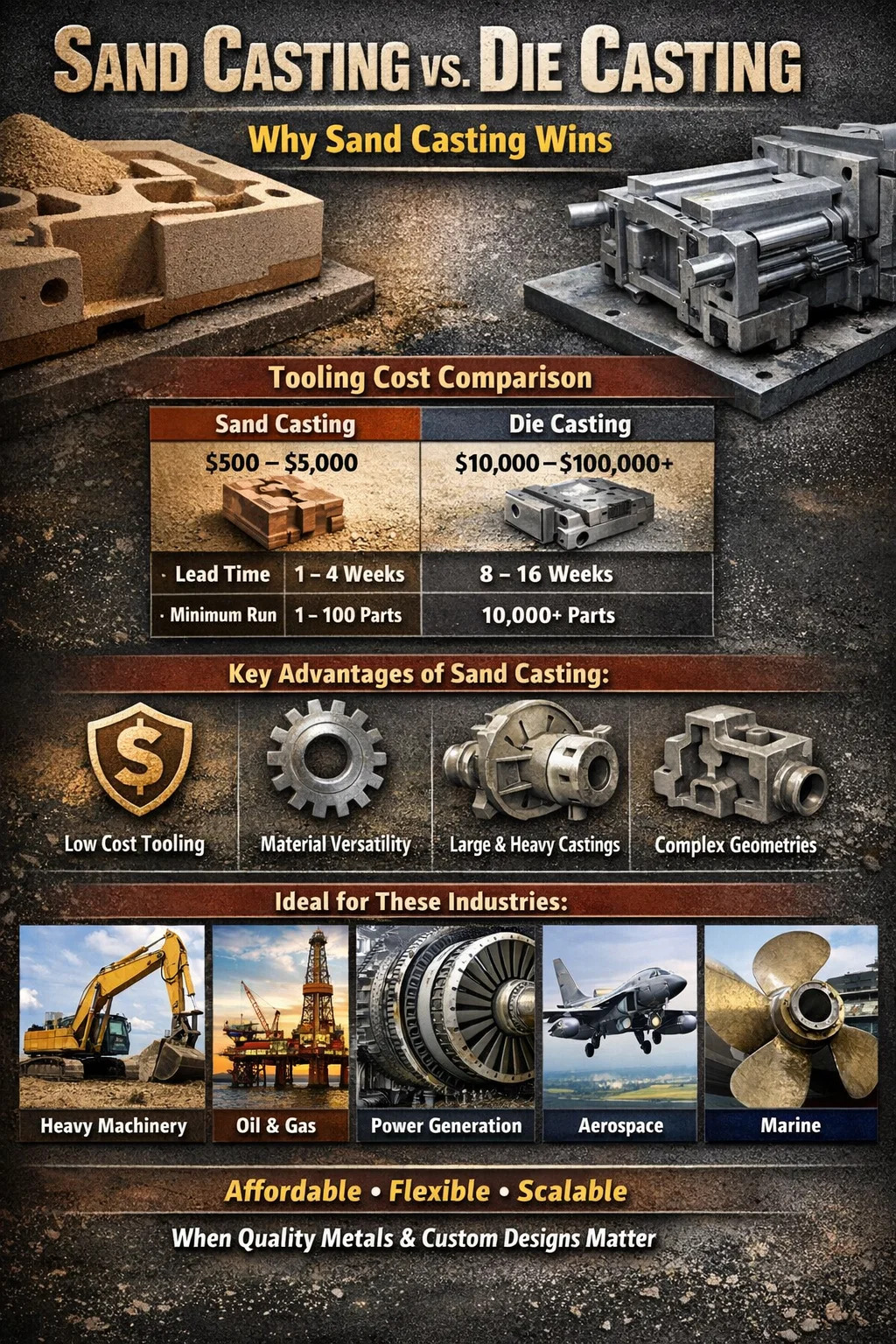
Den grundlæggende forskel ligger i værktøj. En trykstøbematrice kan koste alt fra $10.000 til over $100.000 , mens et sandstøbemønster typisk koster mellem $500 og $5.000 . For alt mindre end masseproduktion løber i hundredtusindvis, alene dette hul gør sandstøbning til den smartere økonomiske beslutning.
Værktøjsomkostninger: Hvor sandstøbning har en afgørende fordel i forhold til trykstøbning
Trykstøbning kræver hærdede stålmatricer, der skal modstå tusindvis af injektionscyklusser under ekstremt tryk - ofte mellem 1.500 og 25.000 psi. Fremstilling af disse matricer kræver præcisionsbearbejdning, varmebehandling og omfattende kvalitetskontrol. Gennemløbstiden for en trykstøbematrice er typisk 8 til 16 uger , og når først de er bygget, er ændringer dyre eller umulige uden at skrotte hele værktøjet.
Sandstøbemønstre er derimod lavet af træ, harpiks eller aluminium. De er langt enklere at fremstille, nemmere at ændre og dramatisk billigere. Hvis der er behov for en designændring efter den første produktion, kan et sandstøbemønster omarbejdes eller genopbygges til en brøkdel af prisen for at ændre en trykstøbematrice.
For prototypeudvikling og iterativ konstruktion er denne forskel transformerende. Et produktteam, der udvikler et industrielt pumpehus eller et brugerdefineret beslag, kan teste tre eller fire designgentagelser i sandstøbning til samme pris som en enkelt trykstøbematrice. Dette fremskynder produktudviklingens tidslinjer og reducerer den økonomiske risiko i de tidlige stadier af et projekt.
| Faktor | Sandstøbning | Støbning |
|---|---|---|
| Typiske værktøjsomkostninger | $500 – $5.000 | $10.000 – $100.000 |
| Værktøjets leveringstid | 1 – 4 uger | 8 – 16 uger |
| Designændringsomkostninger | Lav | Meget høj |
| Minimum levedygtig kørsel | 1 – 100 dele | 10.000 dele |
Materiale alsidighed: Sandstøbning fungerer med metaller Støbning Kan ikke håndtere
Dette er en af de væsentligste tekniske begrænsninger ved trykstøbning, som ofte ikke anerkendes. Trykstøbning er stort set begrænset til ikke-jernholdige metaller med relativt lave smeltepunkter - primært aluminium (smeltepunkt ~1.220 °F / 660 °C), zink (~787 °F / 419 °C) og magnesium (~1.202 °F / 650 °C). Årsagen er ligetil: de ekstreme temperaturer, der kræves for at smelte jernholdige metaller, ville ødelægge stålmatricerne på kort tid.
Sandstøbning har ingen sådan begrænsning. Det bruges rutinemæssigt med:
- Gråtjern og duktilt jern (smeltepunkt ~2.100°F / 1.150°C)
- Kulstofstål og rustfrit stål (~2.500–2.800 °F / 1.370–1.538 °C)
- Kobber- og messinglegeringer (~1.750–1.980 °F / 955–1.082 °C)
- Nikkellegeringer og superlegeringer, der anvendes i rumfarts- og energiapplikationer
- Aluminium og aluminiumslegeringer (kompatibel med begge processer)
For industrier, der er afhængige af jern- eller stålkomponenter - såsom tunge maskiner, entreprenørudstyr, landbrugsmaskiner og marineteknik - er sandstøbning ikke blot en præference. Det er den eneste levedygtige støbemulighed. Overvej det gråjern tegner sig for omkring 70 % af alle støbegods, der produceres globalt , og næsten hele det volumen er lavet gennem sandstøbning. Alene denne statistik signalerer, hvor processen virkelig dominerer.
Især duktilt jern tilbyder en kombination af trækstyrke, duktilitet og bearbejdelighed, der gør det til et foretrukket materiale til gear, krumtapaksler, hydrauliske komponenter og strukturelle dele. Ingen af disse applikationer er tilgængelige gennem trykstøbning. Sandstøbning er porten til hele spektret af tekniske metaller, ikke kun den delmængde, der passer inden for trykstøbningens termiske begrænsninger.
Delstørrelse og vægt: Sandstøbningsvægte, hvor trykstøbning ikke kan
Trykstøbemaskiner er kraftfulde, men de er fysisk begrænsede. Selv de største højtrykstrykstøbemaskiner i kommerciel brug topper med at producere dele, der vejer rundt 50 til 75 pund (22 til 34 kg) . Selve matricen skal passe inden for maskinens pladestørrelse, og de involverede injektionstryk gør meget store dele strukturelt upraktiske.
Sandstøbning er begrænset af næsten ingenting med hensyn til størrelse eller vægt. Motorblokke, turbinehuse, pumpehuse, skibspropeller og industrielle ventilhuse sandstøbes regelmæssigt. Vejning af dele flere tons er ikke ualmindeligt i sektorer som elproduktion, minedrift og offshore olie og gas. En enkelt sandstøbejernskomponent til en stor dieselmotor kan veje 500 pund eller mere - helt uden for rækkevidden af enhver formstøbeproces.
Denne skalerbarhed betyder, at for ingeniører, der arbejder på stort kapitaludstyr eller strukturelle komponenter, bliver sandstøbning ikke valgt frem for trykstøbning som et kompromis – det er den eneste proces, der fysisk kan producere det, der kræves. Formen genopbygges ganske enkelt af sand hver gang, så der er ingen maskinpladegrænse, ingen formkapacitetsbegrænsning og intet indsprøjtningstrykloft at arbejde uden om.
Geometrisk kompleksitet og interne egenskaber: Sandstøbning giver mere designfrihed
Trykstøbning bruger stive metalmatricer, der skal åbne og lukke i en lige linje, hvilket betyder, at hver del af delen skal være orienteret for at tillade matriceadskillelse uden at underskære værktøjet. Komplekse indvendige passager, dybe hulrum og underskæringer er enten umulige eller kræver dyre sidevirkningsmekanismer, der tilføjer en betydelig udgift til matricen.
Sandstøbning bruger brugbare forme og kerner. En kerne er en separat sandform placeret inde i formhulrummet for at skabe indre hulrum - hule kamre, passager, kanaler og komplekse indre geometrier, som ville være fysisk umulige i en stiv matrice. Denne egenskab er grunden til, at sandstøbning bruges til motorblokke med vandkapper, manifolder med indre strømningspassager og ventilhuse med flere indvendige kanaler.
Hvad kerner tillader i sandstøbning
- Interne kølekanaler i motor- og turbinekomponenter
- Hule strukturelle sektioner, der reducerer vægten uden at ofre styrke
- Komplekse væskestrømningskanaler i pumpe- og ventilhuse
- Underskårne geometrier, der ville låse en del inde i en stiv matrice
- Flere krydsende indre hulrum i en enkelt støbning
Trykstøbning kan producere kerner ved hjælp af opløselige skær eller skær i nogle applikationer, men dette tilføjer omkostninger og proceskompleksitet, der hurtigt udhuler effektivitetsfordelene, som trykstøbning normalt tilbyder. For dele, hvor indvendig geometri er en designprioritet, er sandstøbning arkitektonisk overlegen.
Kravene til vægtykkelse er også væsentligt forskellige. Trykstøbning kan producere meget tynde vægge - nogle gange så tynde som 0,040 tommer (1 mm) - hvilket er fremragende til lette forbruger- eller autodele. Men det håndhæver også krav til ensartethed for at sikre, at metalstrømmen fylder matricen. Sandstøbning er mere tolerant over for varierende vægtykkelser inden for en enkelt del, hvilket giver designingeniører større frihed, når de skal skabe komplekse strukturer med både tykke og tynde sektioner.
Produktionsvolumen: Hvorfor sandstøbning er bedre til lav-til-middelvolumen
Økonomien ved trykstøbning er bygget op omkring at afskrive en meget høj fast værktøjsomkostning over et meget stort antal dele. Når den afskrivning virker – når du producerer 50.000, 100.000 eller 500.000 identiske dele – bliver trykstøbningens lave pris pr. enhed overbevisende. Trykstøbeprocessen er hurtig: en typisk aluminiumsstøbecyklus tager mellem 30 og 60 sekunder , og maskiner kan køre med minimal arbejdskraft i højautomatiske miljøer.
Men uden for den højvolumen kontekst vender matematikken om. For en køber, der har brug for 500 brugerdefinerede manifoldhuse om året, betyder det at bruge $50.000 på en trykstøbematrice, at værktøjsomkostningerne alene tilføjer $100 pr. del, før et enkelt pund aluminium er blevet smeltet. Den samme del i sandstøbning med et mønster på $3.000 tilføjer kun $6 i værktøjsomkostninger pr. enhed - en forskel, der sjældent forsvinder, selv når der tages højde for sandstøbningens langsommere cyklustider og højere arbejdsindhold pr. enhed.
Det er grunden til, at producenter af rumfart, forsvar, olie og gas og specialfremstillet industrielt udstyr er stærkt afhængige af sandstøbning. Deres produktionsmængder er ofte i snesevis til lave tusinder om året. I de sammenhænge er sandstøbning ikke et kompromis – det er det eneste rationelle økonomiske valg.
Break-even volumen mellem sandstøbning og trykstøbning
Overgangspunktet, hvor trykstøbning bliver mere økonomisk end sandstøbning, afhænger af delens kompleksitet, størrelse og materiale. Som et generelt benchmark:
- For små aluminiumsdele under 2 lbs bliver trykstøbning ofte konkurrencedygtig over 10.000-20.000 dele om året
- For mellemstore dele mellem 2-10 lbs flyttes break-even til 25.000–75.000 dele om året
- For store eller komplekse dele forbliver sandstøbning ofte omkostningseffektiv ved ethvert kommercielt rimeligt volumen
Disse er grove skøn, og faktiske break-even point bør altid beregnes for en specifik anvendelse. Men de illustrerer, at størstedelen af industrielle støbeapplikationer - især i sektorer, hvor tilpasning, pålidelighed og materialeydelse betyder mere end prisen pr. enhed - falder godt inden for fordelszonen for sandstøbning.
Porøsitet og mekaniske egenskaber: Afhjælpning af formstøbningssvagheden
En af de mindst diskuterede ulemper ved trykstøbning er porøsitetsproblemet. Når smeltet metal sprøjtes ind i en matrice ved højt tryk, kan luft blive fanget i delen, hvilket skaber mikroskopiske hulrum - porøsitet - som kompromitterer den strukturelle integritet. Højtryksstøbegods er ofte uegnede til varmebehandling fordi varmen får indesluttede gasser til at udvide sig, hvilket forårsager blærer eller forvrængning, der ødelægger delen.
Dette er en betydelig teknisk begrænsning. Mange aluminium- og magnesiumlegeringer udvikler først deres fulde mekaniske egenskaber efter opløsningsvarmebehandling og ældning (f.eks. T6-temperering). Hvis selve støbeprocessen forhindrer varmebehandling, arbejder den sidste del med en brøkdel af materialets potentielle styrke og hårdhed. Vakuum trykstøbning og squeeze støbning kan reducere porøsiteten, men disse er førsteklasses processer, der øger omkostningerne og er ikke universelt tilgængelige.
Sandstøbning, fordi det fylder formen med lavere hastighed under tyngdekraften eller lavt tryk, producerer betydeligt mindre indesluttet gas. Sandstøbte dele kan typisk varmebehandles uden problemer, hvilket gør det muligt at opnå de fulde legeringsegenskaber. For strukturelle applikationer inden for rumfart, bilindustrien eller tungt udstyr, hvor materialecertificering og mekaniske egenskaber er kritiske, er dette en afgørende fordel.
Derudover udviser sandstøbejernskomponenter - især duktilt jern - fremragende bearbejdelighed, vibrationsdæmpning og slidstyrke. Disse er egenskaber, der er iboende for materialet og fuldt tilgængelige gennem sandstøbeprocessen, uden de porøsitetsbegrænsninger, der begrænser trykstøbeanvendelser.
Leveringstid for nye dele: Sandstøbning giver dig dele hurtigere i de tidlige stadier
Når der hurtigt er behov for en ny del – hvad enten det er til prototypeevaluering, nødudskiftning eller pilotproduktion – er fordelen ved sandstøbning betydelig. Fordi sandstøbemønstre er enkle og hurtige at fremstille, kan en første artikelstøbning ofte leveres i 2 til 6 uger fra færdiggørelse af design. Nogle støberier, der specialiserer sig i hurtigdrejningssandstøbning, kan levere prototypestøbegods på så lidt som 5 til 10 hverdage .
Sammenlignet med trykstøbning, hvor værktøj alene tager 8 til 16 uger, før en enkelt produktionsdel fremstilles, er fordelen ved sandstøbning tidslinje under udvikling af nye produkter enorm. For virksomheder med aggressive lanceringsplaner eller til vedligeholdelsessituationer, hvor en kritisk komponent skal udskiftes hurtigt, kan denne forskel direkte oversættes til reduceret nedetid, hurtigere time-to-market og lavere programrisiko.
Dette gør også sandstøbning til standardvalget for reservedele på aldrende maskiner eller ældre udstyr, hvor der ikke er noget eksisterende værktøj tilbage. Når en 30 år gammel industripresse har brug for et erstatningsjernhus, der oprindeligt blev lavet af en virksomhed, der ikke længere eksisterer, giver sandstøbning mulighed for at lave et nyt mønster ud fra en ingeniørtegning eller en fysisk prøve, og delen kan reproduceres til en rimelig pris. At genskabe en trykstøbematrice til en enkelt reservedel ville være økonomisk absurd.
Specifikke industrier, hvor sandstøbning klarer sig bedre end trykstøbning
At forstå, hvilke industrier der er afhængige af sandstøbning frem for trykstøbning, hjælper med at afklare, hvor fordelene i den virkelige verden er koncentreret. Disse sektorer vælger konsekvent sandstøbning, fordi deres tekniske og kommercielle krav stemmer overens med, hvad processen gør bedst.
Olie og gas udstyr
Ventilhuse, pumpehuse, manifolds og brøndhovedkomponenter kræver stål eller duktilt jern, skal håndtere ekstremt tryk og produceres ofte i lave volumener til specifikke applikationer. Sandstøbning leverer den materialekompatibilitet, interne geometrikapacitet og mekaniske integritet, som disse applikationer kræver. Trykstøbning kan ikke konkurrere her.
Minedrift og tungt udstyr
Knuserkæber, skovltænder, slidplader og strukturelle komponenter til minemaskiner er fremstillet af manganstål, kromjern og andre hårde jernlegeringer, som trykstøbning ikke kan behandle. Dele i denne sektor vejer rutinemæssigt hundredvis af pund - langt ud over enhver formstøbemaskines kapacitet. Sandstøbning er den eneste levedygtige fremstillingsrute.
Strømproduktion
Turbinehuse, pumpehjulshuse og generatorendeklokker lavet af rustfrit stål eller nikkellegeringer til kraftværker og industrielle turbiner er universelt sandstøbt. Kombinationen af materialekrav, delstørrelse og lave årlige produktionsvolumener gør trykstøbning økonomisk og teknisk umulig til disse applikationer.
Aerospace og Defence Prototyping
Selv i en sektor, hvor præcision er altafgørende, anvendes sandstøbning i vid udstrækning til udvikling af prototyper og strukturelle dele med lavt volumen. Evnen til at iterere hurtigt, bruge rumfartslegeringer og producere dele, der kan varmebehandles fuldt ud og mekanisk testes, gør sandstøbning til et standardværktøj i rumfartsstøbeprogrammer, før man forpligter sig til dyrere fremstillingsprocesser.
Marine og Skibsbygning
Skibspropeller, rorrammer og strukturelle komponenter til marinefartøjer er ofte enorme og lavet af korrosionsbestandig bronze, nikkel-aluminiumbronze eller rustfrit stål. Sandstøbning er den eneste proces, der kan håndtere disse krav, og det har været standardmetoden for marine komponentproduktion i århundreder.
Når trykstøbning faktisk er det bedre valg
Et komplet svar kræver, at man anerkender, hvor trykstøbning virkelig vinder. Trykstøbning er overlegen i forhold til sandstøbning i tre veldefinerede scenarier:
- Højvolumen produktion af små ikke-jernholdige dele: Når man producerer hundredtusindvis af aluminium-, zink- eller magnesiumdele om året, er trykstøbningens økonomi pr. enhed uovertruffen. Dørhåndtag til biler, elektroniske kabinetter og huse til små apparater er klassiske eksempler.
- Overfladefinish og dimensionel konsistens: Trykstøbning producerer net- eller næsten-net-formede dele med overfladefinish på 32-63 Ra mikrotommer og dimensionelle tolerancer, der ofte ikke kræver nogen efterbearbejdning. Sandstøbning giver typisk mere ru overflader (125-500 Ra mikrotommer) og kræver mere bearbejdning for at ramme snævre tolerancer.
- Tyndvæggede letvægtsstrukturer: Når designet kræver vægge under 3 mm, der stadig har brug for strukturel integritet, sikrer trykstøbningens højtryksindsprøjtning fuldstændig fyldning. Gravity-fed sandstøbning kan kæmpe for pålideligt at fylde ekstremt tynde sektioner.
At anerkende disse fordele gør sammenligningen ærlig. Trykstøbning er ikke en ringere proces - det er en proces, der er optimeret til et bestemt sæt forhold. Når disse betingelser ikke er opfyldt, er sandstøbning det bedste svar i de fleste resterende scenarier.
Miljømæssige og driftsmæssige hensyn
Sandstøbning har en ofte overset bæredygtighedsfordel: Sand er genanvendeligt. Moderne støberier genvinder og genbruger 90 % eller mere af deres formsand gennem termiske eller mekaniske genvindingssystemer. Mens trykstøbning ikke bruger forbrugsværktøjsmaterialer på samme måde, er energiintensiteten ved at vedligeholde trykstøbemaskiner - store hydrauliske presser, temperaturkontrollerede matricer og højtryksindsprøjtningssystemer - betydelig.
Skrotmængderne ved trykstøbning er også en faktor. Fordi metal, der sprøjtes ind i matricen, også fylder løbere, overløb og kiks (metalskiven fra skudhylsteret), kan trykstøbningsskrothastigheden løbe 20-40 % af det samlede metalforbrug på en typisk del, selvom meget af dette er genanvendeligt. Sandstøbeskrothastigheder, især for jern, er ofte lavere i absolutte tal pr. enhed leveret metal, når delstørrelserne er store.
Fra et operationelt fodaftryksperspektiv er sandstøbestøberier tilgængelige på mere geografiske steder globalt. Trykstøbning kræver præcisionsværktøjsmaskiner til fremstilling af matrice og store støbemaskiner, der repræsenterer betydelige kapitalinvesteringer. For producenter på udviklingsmarkeder eller for regional forsyningskædeindkøb er sandstøbestøberikapacitet langt mere tilgængelig, hvilket reducerer logistikomkostninger og forsyningskæderisiko.
Resumé: At vælge sandstøbning frem for trykstøbning
Spørgsmålet om, hvorvidt sandstøbning er bedre end trykstøbning, har ikke et enkelt universelt svar - men det har et klart svar for størstedelen af støbeanvendelser, man støder på i industri- og ingeniørpraksis. Sandstøbning er det bedre valg, når:
- Produktionsvolumen er under 10.000-25.000 dele om året for typiske delstørrelser
- Det nødvendige materiale er jern, stål, rustfrit stål, kobberlegering eller ethvert jernholdigt metal
- Delstørrelse eller vægt overstiger, hvad trykstøbemaskiner fysisk kan rumme
- Design iteration er sandsynlig, og omkostningerne til værktøjsmodifikation skal holdes lave
- Intern geometri, kerner eller komplekse passager er påkrævet
- Varmebehandling af den endelige støbning er påkrævet for fulde mekaniske egenskaber
- Hurtig levering af de første artikler eller prototyper er en prioritet
- Reservedele til ældre eller specialudstyr skal gengives
Trykstøbning fortjener sin plads i højvolumen forbruger- og bilfremstilling, hvor aluminium- og zinkdele skal produceres med hastighed, med fremragende overfladefinish, til den lavest mulige pris pr. enhed. Men sandstøbning dækker en langt bredere række af ingeniørbehov, håndterer en bredere vifte af materialer, skalerer fra enkelte prototyper til tusindvis af dele og forbliver omkostningseffektiv på tværs af scenarier, hvor økonomien i trykstøbningen simpelthen ikke fungerer. For enhver ingeniør eller indkøbsprofessionel, der vurderer mulighederne for støbeprocesser, bør sandstøbning være udgangspunktet – og begrundelsesbyrden bør ligge på at skifte væk fra det, ikke på at vælge det.