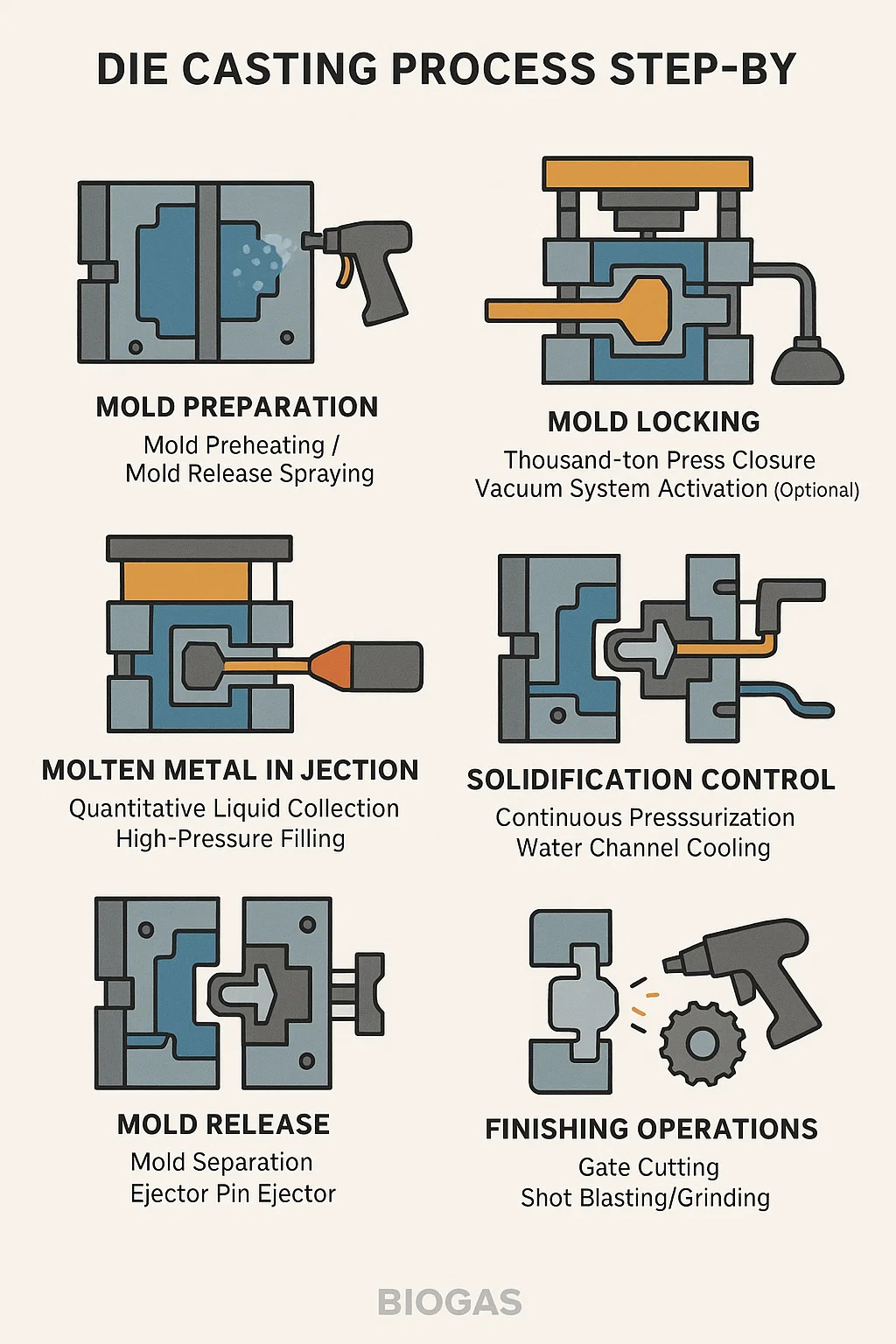
Die casting Proces trin for trin
1. formforberedelse (kernetrin)
Forvarmning: Opvarm stålformen til 150-200 ° C for at forhindre smeltet aluminium i at sprøjte eller koldt lukning.
Skimmeludgivelse Sprøjtning: Brug en lufttågepistol til at sprøjte hulrummet (vandbaseret emulsion) for at beskytte formen og hjælpe demolding.
2. formlåsning (kritisk sikkerhed)
Tusind-ton tryklukning: De øvre og nedre forme er hydraulisk låst for at modstå det høje injektionstryk (> 500 ton klemmekraft).
Aktivering af vakuumsystem (valgfrit): Evakuering af luft fra formhulen for at reducere luftporøsiteten.
3. smeltet metalinjektion (injektion af høj hastighed)
Kvantitativ flydende opsamling: Smeltet aluminium (ca. 660 ° C) er automatisk ladet ind i injektionskammeret fra ovnen.
Højtryksfyldning: En stemplet indsprøjter smeltet aluminium i formhulen ved kanonkuglhastighed (30-100 m/s), der fylder hulrummet inden for 0,01-0,3 sekunder.
4. størkningskontrol
Kontinuerlig tryk: Stemplet opretholder højt tryk i 10-30 sekunder for at kompensere for krympningen af det smeltede aluminium under størkning.
Vandkanalkøling: Koldt vand cirkulerer inden i formen for at fjerne varmen, hvilket gør det muligt for delen at størkne hurtigt.
5. Formudgivelse
Formseparation: Pressen frigøres, og de øverste og nedre forme åbnes.
Ejector Pin Ejector: En indbygget Ejector-pin udsætter delen og fjerner løberaffald (ca. 30% af materialet).
6. Afslutningsoperationer
Portskæring: Hydraulisk forskydning fjerner portsystemet og overløbstruge.
Skud sprængning/slibning: Fjerner burrs og afskedslinie flash.
Varmebehandling (nøglekomponenter): T6 -hærdning øger hårdheden.