Den største fordel ved trykstøbning er dens evne til at producere store mængder af komplekse, dimensionelt nøjagtige metaldele ved høj hastighed med minimal efterbehandling. I en enkelt produktionscyklus leverer trykstøbning snævre tolerancer, glatte overfladefinisher og ensartet repeterbarhed, som få andre metalformningsprocesser kan matche. For industrier, hvor præcision og gennemløb både betyder noget - bilindustrien, elektronik, rumfart, forbrugsvarer - er trykstøbning i skæringspunktet mellem effektivitet og kvalitet.
Denne artikel nedbryder præcis, hvorfor trykstøbning har sin dominerende position inden for moderne fremstilling, og dækker dimensionel nøjagtighed, hastighed, materialeeffektivitet, omkostningsøkonomi, og hvordan det kan sammenlignes med konkurrerende processer.
Dimensionsnøjagtighed og snævre tolerancer
Trykstøbning opnår konsekvent tolerancer så stramme som ±0,1 mm på de fleste funktioner og i præcisionsværktøjsopsætninger er tolerancer på ±0,05 mm opnåelige. Dette niveau af nøjagtighed er indbygget i selve processen - smeltet metal sprøjtes ind under højt tryk (fra 1.500 til over 25.000 psi afhængigt af legering og delegeometri) i hærdede stålmatricer, der bevarer deres form på tværs af hundredtusindvis af skud.
Hvad dette betyder i praksis: dele kommer ud af trykstøbeprocessen klar til at samles eller kræver kun mindre sekundær bearbejdning. Huller, gevind, fremspring, ribber og underskæringer kan ofte støbes direkte ind i delen. Sammenlignet med sandstøbning, som typisk holder tolerancer på ±0,5 mm eller dårligere, reducerer trykstøbning behovet for CNC-finbearbejdning betydeligt.
For automotive transmissionshuse, for eksempel, skal borepladserne for lejesæder holdes inden for brøkdele af en millimeter. Trykstøbte aluminiumshuse opnår dette direkte fra matricen, hvilket reducerer maskintiden pr. del fra hvad der kan være 20 minutters CNC-arbejde ned til 3-5 minutters let efterbehandling.
Høj produktionshastighed og cyklustid
Hastighed er en af de afgørende styrker ved trykstøbeprocessen. Afhængigt af delstørrelse og legering varierer cyklustider fra under 10 sekunder for små zinkstøbte komponenter til 60-90 sekunder for større aluminiumsdele. En enkelt trykstøbemaskine, der kører en matrice med flere hulrum, kan producere tusindvis af færdige dele pr. skift.
Især zinktrykstøbning er usædvanlig hurtig. Små zinkkomponenter - konnektorhuse, låsemekanismer, miniature strukturelle dele - kan fremstilles med hastigheder, der overstiger 1.000 skud i timen på varmekammermaskiner. Denne gennemstrømning er simpelthen ikke opnåelig med investeringsstøbning, smedning eller bearbejdning fra stanglagre.
Højtryks-støbestøbelinjer (HPDC) i bilindustrien kører næsten kontinuerligt, med automatisk deleudtræk, trimning og kvalitetsinspektion integreret direkte i cellen. En veloptimeret HPDC-celle, der producerer motorophæng eller gearhuse i aluminium, kan udsendes 400 til 600 komplette dele pr. skift , med minimal operatørindblanding.
Denne hastighedsfordel forstærkes i forhold til store produktionsserier. Når du har brug for 500.000 identiske dele om året, afskrives værktøjsprisen pr. enhed hurtigt, og cyklustidsfordelen udmønter sig direkte i lavere arbejdsomkostninger pr. del.
Mulighed for kompleks geometri
Trykstøbning muliggør fremstilling af dele med geometrisk kompleksitet, der ville være uoverkommeligt dyrt ved bearbejdning og ofte umuligt med smedning. Indvendige passager, tynde vægge, komplekse udvendige profiler, integrerede monteringsfunktioner og dekorative overfladeteksturer kan alle inkorporeres i en enkelt trykstøbt del.
Tyndvægsevne
Aluminium trykstøbninger opnår rutinemæssigt vægtykkelser på 1,5 til 2,5 mm . Zink, som har overlegen fluiditet, kan producere vægge så tynde som 0,4 mm i små dele. Denne egenskab er afgørende for vægtreduktion i bil- og rumfartsapplikationer og for størrelsesreduktion i forbrugerelektronikkabinetter.
Del konsolidering
En af de mest økonomisk betydningsfulde anvendelser af formstøbningsgeometri er delkonsolidering - ved at kombinere, hvad der tidligere var flere fremstillede og samlede komponenter til en enkelt trykstøbt del. Teslas brug af trykstøbning i stort format (Giga Casting) konsolideres over 70 individuelle stemplede og svejste dele i den bagerste undervognsstruktur af Model Y til en enkelt aluminiumsstøbning. Dette eliminerede monteringsarmaturer, svejserobotter og sammenføjningsoperationer på tværs af en stor del af karrosseriet.
Tilsvarende logik gælder i mindre skala på tværs af mange industrier. En trykstøbt hydraulisk manifoldblok kan erstatte en bearbejdet blok plus flere svejsede fittings og porte, hvilket reducerer både antal dele og potentielle lækagepunkter.
Kvalitet af overfladefinish
Trykstøbning producerer overfladefinish i rækken af Ra 0,8 til 3,2 µm direkte fra matricen uden yderligere bearbejdning eller polering. Dette er væsentligt glattere end sandstøbning (Ra 6,3–25 µm) og sammenligneligt med lette bearbejdningsoperationer.
Den glatte støbte overflade er velegnet til direkte maling, pulverlakering, anodisering eller plettering uden omfattende overfladebehandling. For forbrugervendte produkter - håndtag, huse, dekorative trim - betyder det lavere efterbehandlingsomkostninger og hurtigere tid til et salgbart udseende.
Trykstøbeværktøjer kan også inkorporere teksturerede overflader, logoer, varenumre og fine detaljer direkte i matricefladen, så branding og identifikation er støbt ind i stedet for at blive anvendt som sekundære operationer.
Materialeeffektivitet og genanvendelighed
Trykstøbning er en næsten-net-form proces, hvilket betyder, at mængden af metal i den færdige støbning er tæt på mængden af forbrugt metal. I modsætning til bearbejdning fra solid billet - hvor materialefjernelseshastigheder på 50-80% er almindelige for komplekse dele - genererer trykstøbning relativt lidt skrot. Løbesystemer, overløbsbrønde og flash trimmes af og genbruges direkte tilbage i smelteovnen.
De primære legeringer, der bruges til trykstøbning - aluminium, zink, magnesium og kobberbaserede legeringer - er alle yderst genanvendelige. Sekundære aluminiumlegeringer (fremstillet af genanvendt skrot frem for primært smeltet metal) tegner sig for størstedelen af aluminium, der bruges til trykstøbning, og deres produktion kræver cirka 5 % af energien nødvendig for at fremstille primæraluminium fra bauxitmalm. Dette gør trykstøbning til en iboende mere bæredygtig metalformningsproces sammenlignet med dem, der er afhængige af primært metalinput.
I højvolumenproduktion har selv små forbedringer i metaludbyttet betydelige omkostninger. Et anlæg, der støber 10.000 kg aluminium om dagen, og som forbedrer udbyttet fra 70 % til 75 %, genvinder 500 kg salgbart metal pr. dag - en meningsfuld reduktion i inputomkostninger og energiforbrug.
Omkostningsøkonomi i skala
Trykstøbning har høje forudgående værktøjsomkostninger - en produktionsmatrice til en aluminiumsdel med middel kompleksitet koster typisk mellem $50.000 og $250.000 , afhængigt af størrelse, kompleksitet og antal hulrum. For meget store strukturelle støbegods eller multi-slide værktøj kan omkostningerne overstige $500.000. Denne front-loadede investering er den primære barriere for trykstøbning til lavvolumen applikationer.
Men når værktøjsomkostningerne er amortiseret over et tilstrækkeligt produktionsvolumen - typisk 20.000 til 50.000 dele eller mere - falder prisen pr. enhed ved trykstøbning et godt stykke under alternativerne. Kombinationen af hurtige cyklustider, minimalt arbejde pr. del, lave skrotmængder og reducerede sekundære operationer skaber en enhedsøkonomisk profil, som konkurrerende processer ikke kan matche med hensyn til volumen.
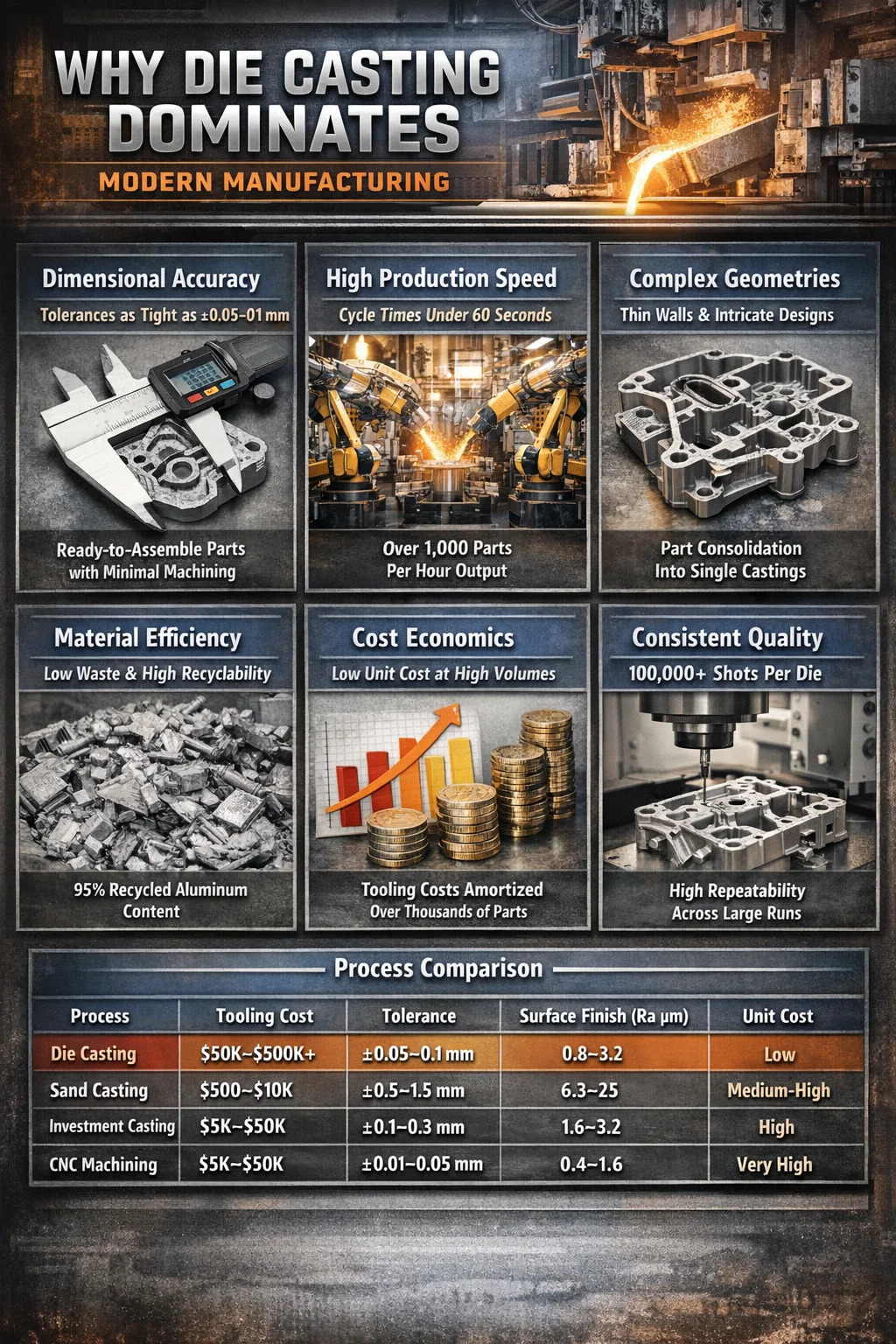
| Proces | Værktøjsomkostninger | Enhedspris ved høj volumen | Typisk tolerance | Overfladefinish (Ra µm) |
|---|---|---|---|---|
| Støbning | Høj ($50.000–$500.000) | Lav | ±0,05–0,1 mm | 0,8-3,2 |
| Sandstøbning | Lav ($500–$10K) | Medium-Høj | ±0,5–1,5 mm | 6.3-25 |
| Investeringsstøbning | Medium ($5.000-$50.000) | Høj | ±0,1–0,3 mm | 1,6-3,2 |
| CNC bearbejdning | Lav–Medium | Meget høj | ±0,01–0,05 mm | 0,4-1,6 |
| Smedning | Høj ($30K–$300K) | Medium | ±0,3–1,0 mm | 3,2-12,5 |
Tabellen illustrerer, hvor trykstøbning passer: det er ikke den billigste løsning til lave volumener, og den matcher ikke CNC-bearbejdning for ultimativ præcision. Men til produktion af komplekse dele i mellem til høj volumen, der kræver god nøjagtighed, glatte overflader og lave omkostninger pr. enhed, indtager den en position, som ingen anden proces fuldt ud kan erstatte.
Konsistens og gentagelighed på tværs af lange produktionskørsler
En hærdet H13-stålmatrice, der bruges til aluminiumsstøbning, er typisk bedømt til 100.000 til 200.000 skud før der kræves renovering eller udskiftning. Zinkstøbeforme, der arbejder under lavere temperaturer og tryk, overstiger rutinemæssigt 1.000.000 skud . Gennem hele denne levetid ændres matricens dimensioner minimalt, hvilket betyder, at delens dimensioner forbliver inden for specifikationerne fra det første skud til det sidste.
Denne repeterbarhed er afgørende for samlebåndsfremstilling. Når tusindvis af identiske dele skal passe sammen med andre komponenter fra flere leverandører, er sammenhæng lige så vigtigt som nøjagtighed. Et trykstøbt beslag, der passer korrekt ved skud 1, skal passe lige så godt ved skud 100.000 - og i en velholdt trykstøbeoperation vil den.
Moderne trykstøbemaskiner bruger lukket sløjfe-processtyring til at opretholde skudparametre - injektionshastighed, tryk, matricetemperatur, afkølingstid - inden for stramme vinduer, hvilket yderligere sikrer, at delens egenskaber forbliver ensartede på tværs af skift, operatører og endda faciliteter, når den samme matricespecifikation bruges.
Legeringsmuligheder og mekaniske egenskaber
Trykstøbning er ikke begrænset til et enkelt materiale. De mest almindeligt anvendte trykstøbelegeringer tilbyder hver især en specifik ydeevneprofil:
- Aluminiumslegeringer (A380, A383, ADC12): Det mest udbredte trykstøbemateriale. Godt styrke-til-vægt-forhold, fremragende korrosionsbestandighed, god varmeledningsevne. Trækstyrke typisk 300–330 MPa. Ideel til konstruktionsdele til biler, elektronikhuse, pumpehuse.
- Zinklegeringer (Zamak 3, Zamak 5, ZA-8): Højere densitet end aluminium, men enestående støbefluiditet tillader de tyndeste vægge og fineste detaljer. Trækstyrke 280–400 MPa. Anvendes flittigt i låse, hardware, stik og præcisionsminiaturedele.
- Magnesiumlegeringer (AZ91D, AM60): Letteste strukturelle metal, der bruges til trykstøbning, cirka 35 % lettere end aluminium. Trækstyrke 230–260 MPa. Stigende brug i instrumentpaneler til biler, ratstammer, chassis til bærbare computere.
- Kobberlegeringer (messing, bronze): Anvendes hvor korrosionsbestandighed, elektrisk ledningsevne eller lejeegenskaber er påkrævet. Højere værktøjsslid på grund af forhøjede støbetemperaturer.
De mekaniske egenskaber af trykstøbte dele, selvom de generelt er lavere end smedede ækvivalenter på grund af mikroporøsitet i støbningen, er tilstrækkelige til langt de fleste strukturelle anvendelser. Varmebehandling af aluminiumsstøbegods (T5- eller T6-temperering) kan yderligere forbedre styrke og hårdhed, hvor det er nødvendigt, selvom dette er begrænset til dele med lav porøsitet fremstillet ved vakuum-assisteret eller pressestøbningsprocesser.
Anvendelser, hvor trykstøbning giver mest værdi
At forstå, hvor trykstøbning udmærker sig, hjælper med at afklare, hvornår det skal specificeres over konkurrerende processer.
Bilindustrien
Bilsektoren står for nogenlunde 70% af al produktion af trykstøbning af aluminium globalt. Motorblokke, transmissionskasser, koblingshuse, oliepumper, differentialekasser, ophængsbeslag og EV-batterihuse er alle almindeligvis trykstøbte. Drevet mod køretøjets letvægtning for at forbedre brændstofeffektiviteten og EV-rækkevidden har accelereret skiftet fra støbegods af jern og stål til aluminiumsstøbegods.
Forbrugerelektronik
Bærbare rammer, smartphone interne strukturelle rammer, kamerahuse og lydudstyrshuse er produceret via trykstøbning - primært aluminium og magnesium. Evnen til at producere tyndvæggede strukturelle rammer med integrerede varmeafledningsfunktioner og monteringsknaster gør trykstøbning til den foretrukne proces for denne sektor.
Industrielt udstyr og elværktøj
Gearkassehuse, motorendedæksler, pneumatiske og hydrauliske ventilhuse og elværktøjshuse er trykstøbt i høj volumen for holdbarhed og dimensionspræcision. Evnen til at integrere komplekse interne porte i hydrauliske ventilhuse er en specifik fordel ved trykstøbning i forhold til maskinbearbejdede alternativer.
Hardware, låse og beslag
Zinktrykstøbning dominerer produktionen af højvolumen af dørbeslag, hængelåshuse, skabsbeslag, VVS-armaturer og elektriske stik. Detaljeopløsningen og overfladefinishen af zinkstøbning matcher eller overstiger, hvad der er opnåeligt ved bearbejdning, til en brøkdel af prisen pr. enhed i volumen.
Begrænsninger til at tage hensyn til dit procesvalg
Trykstøbning er ikke det rigtige valg til enhver applikation. At være klar over dets begrænsninger forhindrer dyre fejl:
- Høj værktøjsinvestering: Lavvolumenproduktion (under 10.000-20.000 dele) kan ofte ikke afskrive værktøjsomkostninger konkurrencedygtigt. Sandstøbning eller investeringsstøbning kan være mere økonomisk ved lavere volumener.
- Porøsitet: Standard højtryks trykstøbning fanger luft i støbningen, hvilket skaber mikroporøsitet, der begrænser svejsbarheden og gør varmebehandling vanskelig. Vakuumstøbning og squeeze-støbning afbøder dette, men tilføjer procesomkostninger.
- Begrænset legeringsområde: Ikke alle metaller er egnede til trykstøbning. Legeringer med højt smeltepunkt som stål og titanium er ikke kommercielt trykstøbt på grund af de ekstreme temperaturer, der er involveret, og hurtig matriceslid.
- Begrænsninger for delstørrelse: Meget store dele kræver meget store og dyre maskiner. Mens der nu eksisterer strukturelle trykstøbemaskiner med spændekræfter på over 6.000 tons, er der stadig praktiske begrænsninger for delstørrelse.
- Designbegrænsninger: Vægtykkelsen skal forblive relativt ensartet for at undgå svindfejl. Dybe underskæringer og visse interne geometrier kræver sidehandlinger eller kerner, hvilket tilføjer værktøjskompleksitet og omkostninger.
Ingen af disse begrænsninger ophæver kernefordelene ved trykstøbning - de definerer blot den driftsramme, inden for hvilken trykstøbning er det optimale valg.
Nye udviklinger, der udvider formstøbningskapaciteten
Trykstøbeprocessen fortsætter med at udvikle sig og udvider dens anvendelsesområde og adresserer historiske begrænsninger.
Vakuum-assisteret trykstøbning
Ved at evakuere luft fra matricehulrummet før injektion reducerer vakuumstøbning porøsiteten dramatisk. Dette muliggør T6 varmebehandling af trykstøbegods i aluminium, hvilket forbedrer flydespændingen med 30-50 % sammenlignet med støbt tilstand og åbne op for strukturelle anvendelser, der tidligere var begrænset til smedegods.
Semi-solid trykstøbning (rheocasting og thixocasting)
Indsprøjtning af metal i en halvfast tilstand - delvist størknet til en opslæmning i stedet for helt flydende - reducerer turbulens og indespærret gas under injektion. Halvfaste trykstøbegods har mikrostrukturer tættere på smedegods med overlegne mekaniske egenskaber og svejsbarhed. Adoptionen vokser inden for bilkonstruktionskomponenter.
Storformat strukturel trykstøbning
Maskiner med spændekræfter fra 6.000 til 9.000 tons er ved at blive indsat til automotive strukturelle megastøbninger. Disse systemer, der er banebrydende inden for volumenproduktion af Tesla og nu vedtages af flere OEM'er, producerer krop-i-hvide strukturer i enkelte støbninger, der tidligere krævede snesevis af stemplede og svejsede komponenter. Dette repræsenterer et grundlæggende skift i, hvordan køretøjskonstruktioner fremstilles.
Simuleringsdrevet værktøjsdesign
Avanceret formflow- og størkningssimuleringssoftware gør det muligt at optimere støbeværktøj, før der skæres i metal. Portplaceringer, løbergeometri, overløbsplacering og kølekanaldesign valideres digitalt, hvilket reducerer antallet af krævede værktøjsgentagelser og forkorter tiden fra design til første produktionsdel. Dette reducerer de historisk høje omkostninger og tidslinjerisikoen ved udvikling af trykstøbeværktøjer.